Bir invertör ile güzel kaynak dikişi. Elektrikli kaynakla nasıl çalışılacağı nasıl öğrenilir: evde öğrenme süreci
Elektrik kaynağı için üç tür güç kaynağından biri kullanılır:
- kaynak;
- kaynak;
Makalede karşılaştırmalı özelliklerini ele aldık. Kaynak invertörleri konusuyla tanışmaya bu makaleyi okuyarak başlamanızı öneririz.
Bu makaleden invertörün en uygun ve üretken olduğunu öğreneceksiniz. Bu sonucu göstermek için, sadece yeni başlayanlar arasında değil, aynı zamanda deneyimli kaynakçılar arasında da neyin popüler olduğunu açıklıyoruz.
Kaynak invertörünün avantajları
Kaynak invertörünün avantajları şunlardır:
- hafif ağırlık Standart bir kaynak invertörünün komple setteki toplam ağırlığı yaklaşık 6 ... 7 kg'dır. Bu, kaynak makinesini neredeyse her yere yanınızda götürmenizi sağlar;
- küçük boy;
- kaynak akımının düzgün ayarlanması olasılığı;
- hız;
- yüksek performans.
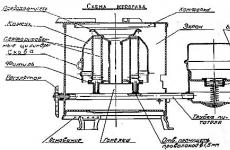
makaleden "Bir kaynak invertörünü verimli ve ucuz bir şekilde nasıl onarabilirim" kaynak makinesinin rahat çalışmasının yüksek karmaşıklığından kaynaklandığını öğrendiniz. Ayrıca kaynak invertörünün kısa bir tanımını da verir. Bu nedenle kendimizi tekrar etmeyeceğiz ve düzeninin sadece bir örneğini vereceğiz.
Emniyet
Bu makale sadece usta kaynakçılar tarafından değil, aynı zamanda bu heyecan verici teknolojik sürecin acemi aşıkları tarafından da okunacaktır. Bu nedenle, "Güvenlik" (bundan sonra - TB olarak anılacaktır) kurallarına uyma gereği hakkında bir hikaye (ustalar için - bu gerekli bir hatırlatmadır) ile başlayalım.
"Tehlikesiz teknoloji" demek, yani kaynak ekipmanıyla uğraşırken bu "tehlikelerden" nasıl kaçınılacağı muhtemelen daha doğrudur. Ve kaynak işini yaparken pek çok tehlike vardır:
- erimiş metal sıçramasıyla yanabilirsiniz;
- kaynak sırasında çeşitli toksik maddeler atmosfere salınır;
- elektrik çarpması riski vardır;
İşe başlamadan önce güvenlik önlemleri
Kaynak yapmadan önce aşağıdakilere gereken özen gösterilmelidir:
- koruyucu ekipmanların hazırlanması. Kaynakçı, kendisini erimiş metal damlalarından ve çevredeki nesnelerle beklenmedik temaslardan koruyacak özel giysiler giymiş olmalıdır;
- işyeri ekipmanı. Gereksiz, yani yapılan operasyonla ilgili olmayan her şey işyerinden uzaklaştırılmalıdır. İşyerinin kendisi, işi gerçekleştirmek için yeterli aydınlatmaya sahip olmalıdır;
- tüm kaynak ekipmanının servis verilebilirliğinin kontrol edilmesi. Güç dağıtım panosundaki kaynak invertörünün ve yük makinelerinin servis verilebilirliğini, tüm kablolardaki elektrik yalıtımının durumunu, iletken yüzeylerin topraklama döngüsüne bağlantı durumunu (tel kesiti ve bütünlüğü, kalitesi) kontrol etmek gerekir. elektrik kontakları vb.).
Web sitemizde, kaynakçı ekipmanının en önemli bileşenlerinden biri olan koruyucu kaynak maskelerine çok dikkat edilmektedir:
- kalıcı olarak renklendirilmiş cam ile geleneksel;
"Chameleon" "FOXWELD Lord" ışık filtreli kaynak kaskı.
- otomatik kendinden kararan filtreli "Chameleon" ;;
Mevcut malzemeyi tanımanızı öneririz. Belirtilen linklerdeki "Sitede Ara" seçeneğini kullanarak ihtiyacınız olan kaynak başlığını sitede kolayca bulabilirsiniz.
Kaynak sırasında güvenlik
Modern invertörlerin en büyük avantajı güvenlikleridir. Tüm bileşenler ve kablolar kapalı bir plastik kutu içinde muhafaza edilir. Bu tasarım çözümü, elektrik çarpması riskini önemli ölçüde azaltır. Ancak, diğer elektrikli cihazlar gibi kaynak invertörünün de potansiyel olarak güvensiz bir cihaz olduğunu unutmamalıyız.
Her invertör bir kullanım kılavuzu ile birlikte gelir. Dikkatlice incelenmeli ve kesinlikle takip edilmelidir. Bu “Kullanım Talimatları”nda, son derece anlaşılır bir dille, yeni başlayanların bile aklında soru işareti kalmaması için, kaynak çalışmaları yapılırken “Güvenlik Kuralları” belirtilmiştir. Ayrıca mücbir sebep hallerinde davranış önerileri verilmektedir. Kılavuzun sonunda, genellikle çeşitli yaralanmalar ve yaralanmalar için ilk yardımın kısa bir açıklaması bulunur. Bu ilk yardım açıklamaları ne kadar faydalı olursa olsun, kaynak işini yaparken bir takım basit ama çok önemli kurallara uyulmalıdır:
- Yağmurda kaynak yapmak kesinlikle yasaktır. Kaynak makinesi her zaman (ve özellikle çalışma sırasında dikkatli bir şekilde) olası ıslanmaya karşı korunmalıdır;
- elektrikli ekipman iyi durumda olmalıdır;
- kaynak işleri sadece bir kaynak maskesi (kalkan) ve eldivenli özel bir tulum ile yapılabilir. Bu ekipman göz kornealarını yanıklardan, başı yaralanmalardan korur ve açıkta kalan cilt bölgeleri bırakmaz. Giysiler ağır kanvas veya benzeri bir malzemeden olmalıdır. Kaynak maskesinde kaynak tipine uygun ışık filtresi bulunmalıdır;
- İşyeri, birincil yangın söndürme ekipmanı ile donatılmalıdır:
- karbondioksitli yangın söndürücü;
- kanvas battaniye vb.
Kaynak elektrotları nasıl seçilir
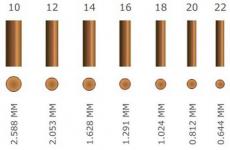
Metal kaynağı için tüketilebilir elektrotlar kullanılır. Elektrot çapını ve kaynak akımının gücünü "Kullanım Kılavuzu"nda bulunan tabloya göre seçiyoruz. Elektrot markasını, kaynak yapılan malzemelere veya evrensele bağlı olarak seçiyoruz (örneğin, kaynak elektrotları "OK 46.00").
Deneyimli kaynakçılar hangi elektrotların ne zaman kullanılacağını bilirler. Yeni başlayanlar için, işin başında katı çubuk şeklinde üretilen ve özel bir sarf malzemesi kaplaması olan elektrotları kullanmanızı öneririz. Onlarla, bir invertörle metali nasıl kaynaklayacağınızı hızlı bir şekilde öğrenebilir ve düzgün, net kaynak dikişleri oluşturabilirsiniz. Özellikle yeni başlayanlara Ø 3 mm çapında elektrotlar kullanmalarını öneriyoruz. Daha kalın elektrotlar, daha yüksek güçlü kaynak ekipmanı ve deneyimi gerektirir. İnce sac metallerin kaynağı en iyi şekilde Ø 2 mm çapında elektrotlar kullanılarak yapılır. Deneyim eksikliği olmadan, tanıdığınız birinden ödünç alınan eski elektrotların kullanılması önerilmez. Gerçek şu ki, bayat elektrotların nemli olma olasılığı çok yüksektir ve onlardan hiçbir anlam ifade etmeyecektir (ateşleyebilmeleri gerekir).
İlk adımlar veya nereden başlamalı
Kaynak invertörünü elektrik şebekesinde açmadan önce, (aynı elektrik şebekesi) teknik yeteneklerini, yani cihaz için gerekli elektrik gücünü sağlayıp sağlayamayacağını açıklığa kavuşturmak zorunludur. Bu, kabloların aşırı ısınmasını, kısa devreyi ve yangını önlemenizi sağlayacaktır.
Çalışmayı planlarken, kaynak invertörünün tam güçte maksimum çalışma süresi gibi bir elektriksel parametresine dikkat ettiğinizden emin olun. "Kullanım Kılavuzunda" bu parametre "Dahil olma süresi" (bundan böyle - "PV" olarak anılacaktır) olarak anılır ve yüzde olarak belirtilir. Bu ne anlama geliyor? Çalışma süresi aralıklara bölünmüştür (geleneksel olarak her aralık 10 dakikaya eşittir. Bu değerden farklıysa “Kullanım Kılavuzunda” belirtilir). Örneğin, "Kılavuz", bir kaynak makinesinin görev döngüsünün %70 olduğunu belirtir. Bu, inverterin planlanan sürenin %70'i boyunca tam yükte çalışabileceği, geri kalan %30'unun ise dinlenmeye (teknolojik mola) bırakılması gerektiği anlamına gelir. Yani maksimum kaynak akımında 7 dakika pişirip 3 dakika soğutuyoruz. Maksimum kaynak akımında kaynak yapılmazsa, kaynak süresi artırılabilir (değerler tablolarda veya grafik şeklinde gösterilir. Mod, teknolojik kesintiler olmadan kaynağa kadar mümkündür). Bu gerekliliğin ihlali aşırı ısınmaya ve kaynak invertörünün arızalanmasına yol açacaktır.
İnverter kaynağında ilk adımlar düz bir yüzeyde başlatılmalıdır. Kaynak işlemine aşağıdaki sırayla hakim olmanızı öneririz:
- doğru kaynak akımını nasıl seçeceğinizi öğrenin. Şu akılda tutulmalıdır:
- yetersiz kaynak akımı, sabit ve yeterli bir arkın korunmasına izin vermeyecektir;
- aşırı akım metali yakar;
- elektrotu iş parçasına yönlendirmeyi öğrenme. Kaynak çubuğunu yüzeye 70 ... 75 ° açıyla ve kaynak yapılan metalden 3 ... 5 mm mesafede tutun. Dikişin tüm uzunluğu boyunca bu mesafeyi korumaya çalışın, aksi takdirde kusurları olacaktır;
Şu kuralı hatırlıyor ve uyguluyoruz: kaynak yapılacak yüzeyler korozyondan ve diğer her türlü kirleticiden temizlenmelidir.
Kaynak eğitimi için metal eritme kurallarını öğreneceğimiz gereksiz ürünler ve çeşitli metal atıklar hazırlıyoruz. Kaynak silindirinin oluşturulmasına geçiyoruz.
Kendi kendini yetiştirmiş bir amatörün deneyimlerini yeni başlayanlarla paylaştığı kısa bir video:
kaynak silindiri
Silindirler oluşturmak için şu işlem sırasını izleyin:
- kaynak elektrotunu inverter tutucuya yerleştirin;
- çubuğun ucunu metale vurarak (kibrit gibi) kaynak arkını tutuşturun. Vurma hareketleriyle iş parçasına birkaç kez dokunmasına izin verilir;
- bir elektrik arkının ortaya çıkmasından sonra, işlenen metal ile elektrot arasında sabit bir mesafe bırakın: 3 ... 5 mm'yi geçmemelidir. Dikiş kalitesinin doğrudan bu mesafeyi sabit tutabilme yeteneğine bağlı olduğunu unutmayın. Mesafe değişirse, kalitesiz bir dikiş elde edersiniz;
- çubuğu yukarıda bahsedildiği gibi iş parçasının yüzeyine 70 ... 75 ° açıda tutmaya çalışın. 70 ° 'lik eğim en iyisi olarak kabul edilir;
- elektrodu ileri geri yatırmayı deneyin - sizin için hangisi daha uygunsa onu seçin. Zamanla, sizin için en iyi ve en uygun olacak eğimi seçebileceksiniz.
Bu aşamada, kaynak arkının kararlı bir şekilde yanmasını sağlamak için böyle bir amperi nasıl seçeceğinizi öğrenmeniz gerekir. Yeterince zaman tanıyın ve uygun değerleri seçin.
Adım adım kaynak talimatları
Kaynak işlemi aşağıdaki sırayla gerçekleştirilir:

Başarılı bir ateşlemeden sonra, elektrot, kaynak yapılan metallerin bağlantı noktası boyunca yavaşça yönlendirilmelidir. Önemli olan, her şeyin dikkatlice yapılmasıdır. Tek tek ürünleri kaynak yaparken, karşılık vermeniz gerekmesi oldukça olasıdır. Daha sonra, gerekli deneyimi kazandıktan sonra, elektrodu şekilde gösterilen yörüngeler boyunca hareket ettirebileceksiniz.
Küçük bir alana kaynak yapın, inverteri kapatın ve yapılan işi değerlendirin. Kaynak cürufunu tel fırça veya çekiçle temizleyin. Her şey size uygunsa, işi tamamlayın.
Sonuç olarak, ilk kaynağınız oluşturulur. İlkinin ideal olması pek olası değildir. Yüksek kaliteli dikişler elde etmek için çok fazla deneyime ihtiyacınız var. Zamanla, bu ilginç işte ustalaşacak ve farklı metaller arasında ve herhangi bir uzamsal pozisyonda mükemmel kaynaklar yapabileceksiniz.
Daha fazla öğrenmek için:
Dahili otomatik sistemler kaynak konusunda ne tür yardımlar sağlıyor?
Modern invertörlerle başarılı ve verimli çalışma, ek seçenekler yaratan yerleşik otomatik sistemler tarafından kolaylaştırılır. Bunlar şunları içerir:

İnvertörün bu tür seçeneklerle çalıştırılması, hem profesyonel bir kaynakçının işini büyük ölçüde kolaylaştıracak hem de tipik acemi hatalarını düzeltecektir. Bu, ideale yakın kaynaklar oluşturmanıza olanak tanır.
Sonuç olarak, dikkatinize bir eğitim videosu sunuyoruz. Size başarılar diliyoruz!
"" bölümünde birçok kaynak eğitimi materyali bulunmaktadır.
Günlük yaşamda, periyodik olarak kaynak nesnelerine ihtiyaç vardır. Özel sektörde çok sık böyle bir ihtiyaç ortaya çıkıyor. Çok sayıda iş için deneyimli kaynakçılara başvurabilirsiniz ve küçük işler için inverter kaynak makinesi kullanmak daha iyidir.
Bu, en basit, uygun fiyatlı ve kullanışlı kaynak türüdür. Herkesin çalışmasına açıktır. Bunu yapmak için kaynak işleminin ilkelerini bilmeniz gerekir.
 İnverter kaynak, kaynak makineleri alanında bir çığır açmıştır çünkü eski trafolar oldukça ağırdır ve kullanımı zordur. Avantajı, invertör kaynağında trafo kaynağına göre daha az sıçrama olmasıdır.
İnverter kaynak, kaynak makineleri alanında bir çığır açmıştır çünkü eski trafolar oldukça ağırdır ve kullanımı zordur. Avantajı, invertör kaynağında trafo kaynağına göre daha az sıçrama olmasıdır.
Bir invertör, elektrik deşarjı kullanarak metal levhaları bağlamanıza izin veren bir kaynak makinesidir. Ayırt edici bir özelliği vardır: hafif ve maksimum performans, bu sayede daha önce ağır ve karmaşık cihazlar tarafından gerçekleştirilen işlere erişimi vardır. Cihazın ağırlığı, gücüne bağlıdır (3 ila 7 kg).
Saplı veya kemerli olarak taşınabilir. Soğutma kasa içerisinde bulunan havalandırma delikleri ile sağlanmaktadır. Bu makine acele eden elektrik tüketir sadece ark işi için ve kaynak işlemini kendisi gerçekleştirir.
Cihaz voltaj düşüşlerine karşı duyarsızdır. Sürekli düşüşlerde, inverter pasaportunda belirtilen gerekli gerilime dikkat etmelisiniz.
cihazın yüzeyine getirilen kolları ve kontrol göstergeleri:
- bir geçiş anahtarı ile açılır ve kapanır;
- voltaj ve akım değeri ön paneldeki düğmelerle ayarlanır;
- panelde güç kaynağı ve cihazın aşırı ısınması hakkında bilgi veren göstergeler bulunur;
- çıkışlar ("+" ve "-") panelin ön tarafında bulunur.
Setteki ekstralar 2 kablo var. Bunlardan biri elektrot için bir tutucu ile biter ve ikincisi, ürünü sabitlemek için mandal şeklinde bir klipse sahiptir. Cihaz, cihazın arka panelinde bulunan konektör aracılığıyla bağlanır.
Çalışma prensibi
 İnvertör, şebekeden güç alan elektronik bir cihazdır. Eski kaynak makineleri açıldığında, güçlü ve büyük bir elektrik akımı meydana gelir ve bu nedenle elektrik kesintisi mümkündür.
İnvertör, şebekeden güç alan elektronik bir cihazdır. Eski kaynak makineleri açıldığında, güçlü ve büyük bir elektrik akımı meydana gelir ve bu nedenle elektrik kesintisi mümkündür.
invertör vardır depolama kapasitörleri, elektrik biriktirmek ve şebekenin kesintisiz çalışmasını sağlamak. Eviricinin arkını nazikçe ateşlerler.
Güç tüketiminin elektrotların çapına bağlı olduğu gerçeğine dikkat etmeye değer. Ne kadar büyük olursa, tüketim o kadar büyük olur. Bu bakımdan ev aletlerini yakmamak için inverter ile çalışmadan önce cihazın tüketeceği mümkün olan maksimum elektrik miktarının hesaplanması gerekmektedir.
Her bir elektrot çapı için, minimum akım, yani mevcut gücü azaltmaya çalışırken dikiş çalışmayacaktır. Akım gücünün artmasıyla çalışacaktır, ancak elektrot hızla yanacaktır.
Ark, elektrotun metal bölümünün ve kaynak yapılan metalin bağlantısından gelir. elektrot ve metal başlangıç ark sıcaklığının etkisi altında erimek. Eriyen kısımlar yerinde banyo oluşturur. Bir kısmı gaz haline geçen ve banyoyu oksijenden bloke eden elektrot kaplaması erir. Kaplamanın diğer kısmı (sıvı halde) kaynak sırasında ve soğutma işlemi sırasında metali havadan korur.
Metalin kaynaklanması ve soğutulmasından sonra sıvı kısım, dikişi dışarıdan örten bir cüruftur. Soğuduktan sonra cüruf çekiçle vurularak uzaklaştırılır.
Kaynak sırasında elektrot erir. Ark sönmesin diye, uzun tutmalısın, yani metal ve elektrot arasındaki mesafe. Bu, elektrotun kaynak yerine aynı hızda ve tam olarak dikiş eklemi boyunca yerleştirilmesiyle yapılabilir.
Kısa bir yay ile (yaklaşık 1 mm), metal genişliği küçük bir alana kadar ısıtılır ve dikiş dışbükey çıkar. Dikişin metalle birleştiği yerde, alttan kesik (dikişin yanında paralel bir delik) gibi bir kusur görünebilir. Dikişin gücünü azaltır.
Uzun bir ark kararsızdır, havadan zayıf bir şekilde korunur, neredeyse metali ısıtmaz ve dikiş eksik derinlikten çıkar. Normal ark boyutu - 2 ila 3 mm. Bu boyuttaki sabit bir boşluk, iyi nüfuz eden normal bir dikiş oluşturacaktır.
Kaynakla çalışmak için aşağıdaki koruyucu elemanlar gereklidir:

Gerekli kaynak için güvenli bir yer hazırlayın:
- Boş alan, gereksiz her şeyin yokluğu.
- İyi aydınlatma.
- Çalışma, elektrik çarpmasına karşı koruma sağlayan ahşap bir güverte üzerinde ayakta gerçekleştirilir.
Bundan sonra gerekli kaynak akımını ayarlayın(metalin ve parçaların kalınlığına bağlı olarak) ve elektrodu (2-5 mm) seçin. Genellikle, bu akımın gücü alet kutusunda belirtilir. Kaynak malzemelerinin markasına odaklanarak elektrotlar seçilmelidir. Ardından, toprak terminali kaynak yapılacak yüzeye bağlanır.
Çalışmaya başlamadan önce güvenilir ve kaliteli bir bağlantı elde etmek için metal hazırlanmalıdır. Metal bir fırça ile, bir çözücü (benzin, beyaz ispirto) ile işlenmesi gereken kenarlardan pas çıkarılır. Kenarlarda yağ ve boya bulunmaması önemlidir.
Yeni başlayanlar için, geniş bir metal sac üzerinde rulo şeklinde bir dikiş yapmak daha iyidir. Çarşaf masaya yatay olarak yerleştirilmelidir. üzerine tebeşir düz bir çizgi çizilir silindirin döşeneceği işte rehberlik için. Kaynak yapmaya başlamak için arkı ateşe vermeniz gerekir. Bunu 2 şekilde yapabilirsiniz:
- Tokatlamak;
- dokunarak.
Yayı her iki şekilde vurabilir ve tutabilirsiniz. Daha sonra kaynak işleminin kendisi gelir, bir kaynak dikişi elde edilir. Dikişin üstünde metal ölçek kaldırılmalı küçük bir çekiçle veya sert bir cisimle vurmak. Ark uzunluğunun kontrol edilebilmesi mükemmel sonuçlar sağlayacaktır.
Dikişin güzelliği aşağıdakilerden etkilenir:
- elektrot eğim açısı;
- enine ve boyuna hareketlerin şeması;
- elektrot hızı.
Dikey dikiş nasıl yapılır
 Bu tür dikişlerin (eğimli ve tavan) kaynaklanması oldukça karmaşık bir süreçtir. Bunun nedeni, erimiş metalin bile evrensel çekim yasasına tabi olmasıdır. Her zaman aşağı çekilir, bu da zorluklara neden olur. Acemi kaynakçıların bunu nasıl yapacaklarını öğrenmek için çok zaman harcamaları gerekecek.
Bu tür dikişlerin (eğimli ve tavan) kaynaklanması oldukça karmaşık bir süreçtir. Bunun nedeni, erimiş metalin bile evrensel çekim yasasına tabi olmasıdır. Her zaman aşağı çekilir, bu da zorluklara neden olur. Acemi kaynakçıların bunu nasıl yapacaklarını öğrenmek için çok zaman harcamaları gerekecek.
3 dikey dikiş kaynağı teknolojisi vardır:
- Üçgen. Kalınlığı 2 mm'den fazla olmayan parçaları bağlarken uygulayın. Kaynak aşağıdan yukarıya doğru gerçekleşir. Sıvı metal, katılaşan metalin üzerindedir. Aşağı akar, böylece dikiş boncuğunu kapatır. Akan cüruf, belirli bir açıyla çıkan sertleştirilmiş banyo boyunca hareket ettiği için karışmaz. Dışarıdan, kaynaklı banyo bir üçgene benziyor. Bu yöntemde, eklemi tamamen doldurmak için elektrodu doğru bir şekilde hareket ettirmek önemlidir.
- balıksırtı. Bu kaynak türü, iş parçaları arasındaki 2-3 mm'ye eşit boşluklar için uygundur. Kenar boyunca derinlikten kendisine doğru, metali elektrotla iş parçasının tüm kalınlığına kadar eritmek ve elektrodu durmadan boşluğa indirmek gerekir. Erime meydana geldikten sonra, diğer kenar boyunca yapın. Aşağıdan yukarıya doğru kaynak yapmaya devam etmeniz gerekiyor. Bu, boşluk alanında erimiş metalin düzgün bir şekilde düzenlenmesiyle sonuçlanır. Alttan kesilmiş kenarların ve metal lekelerinin oluşumunu önlemek önemlidir.
- Merdiven. Bu yöntem, birleştirilecek iş parçaları arasında büyük bir boşluk ve çok az veya hiç kenar köreltme olmadan kullanılır. Kaynak aşağıdan yukarıya bir kenardan diğerine zikzak şeklinde gerçekleştirilir. Elektrot kenarlarda uzun süre durur ve geçiş hızlı bir şekilde yapılır. Silindirin küçük bir bölümü olacaktır.
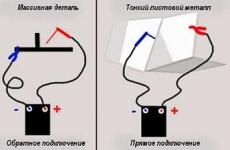
Kaynak yaparken polarite
 Kaynak işlemi sırasında metalin erimesi, ark ısısının etkisi altında gerçekleştirilir. Kaynak cihazının zıt kutuplarına bağlandıklarında metal ile elektrot arasında oluşur.
Kaynak işlemi sırasında metalin erimesi, ark ısısının etkisi altında gerçekleştirilir. Kaynak cihazının zıt kutuplarına bağlandıklarında metal ile elektrot arasında oluşur.
2 kaynak seçeneği vardır: düz ve ters polarite.
- İlk durumda, elektrot eksiye ve metal artıya bağlanır. Metale ısı girişi azalır. Erime yeri dar ve derindir.
- İkinci durumda, elektrot artıya ve metal eksiye bağlanır, ürüne daha az ısı girişi olur. Erime yeri geniştir, ancak derin değildir.
Kaynak seçimi yapılırken artıya bağlı ağ elemanının daha fazla ısındığına dikkat edilmelidir. Kalın metal doğrudan polaritede kaynaklanır ve ince metal ters polaritede kaynaklanır.

Kaynağın parçaları birbirine bağlayabilmesine ek olarak, onları kesebilirsin. Bunu yapmak için mevcut gücü artırın ve parçayı veya köşeleri kesin. Sadece doğru yapmayacak.
Bu kılavuzu takip ederek becerilerinizi kademeli olarak geliştirebilir ve invertör kaynağını sorunsuz bir şekilde kullanmaya devam edebilirsiniz. Bunun anahtarı pratiktir.
Kaynak dikişi, parçaları bağlamanın en güvenilir yollarından biridir. Sanayide ve normal günlük hayatta kullanılır. Her ev ustası zaman zaman kaynak kullanır. Kendini nasıl pişireceğini bilmesi iyidir, ancak çoğu zaman uzmanlara başvurmanız gerekir. Ancak kaynak öğrenilebilir. En basitinden başlamalısınız: Yeni başlayanlar için elektrikli kaynak, her şeyden önce çeşitli dikişlerin nasıl yapıldığını öğrenmektir. Daha karmaşık işler ancak deneyimle yapılabilir. Teknolojinin temellerine ve kaynak işleminin bazı püf noktalarına, ayrıca kullanılan ekipman ve malzemelere bakalım.
kaynak makinesi çeşitleri
Doğru kaynak makinesini seçmek için, çeşitli tip ve modeldeki kaynakçıların tüm artılarını ve eksilerini dikkate almak gerekir.
transformatörler- voltajı çalışma için gerekli değere getiren bir düşürücü transformatör temelinde yapılan, ağırlığı oldukça ağır olan en basit ve en geleneksel cihazlar. Transformatörlerin özelliği, kararsız bir ark oluşturan alternatif akım üzerinde çalışmaktır. Artan miktarda cüruf ve gaz safsızlıkları ile birlikte böyle bir ark, metal sıçramasına katkıda bulunur ve dikişin görünümünü bozar. Böyle bir aparatla yüksek kaliteli bir dikiş, bir transformatör üzerinde çalışma becerisine sahip deneyimli bir kaynakçı tarafından yapılabilir.
![]()
Alternatif akımla çalışan basit bir cihaz
Doğrultucular- alternatif akımı doğru akıma dönüştürebilen ve yarı iletken diyotlar kullanarak şebeke voltajını düşürebilen kaynakçılar. Doğru akım, kararlı bir ark verir ve kaynak dikişini düzgün ve sıkı, güçlü ve güzel yapmanızı sağlar. Doğrultucu evrenseldir, her tür elektrot buna uygundur, böyle bir aparatla her tür metal kaynak yapılabilir: paslanmaz çelik, alüminyum, bakır, titanyum, çeşitli alaşımlar.

Her tür elektrot için uygun üniversal kaynak makinesi
invertörler- hafif, mükemmel işlevsellik, otomatik ayarlar oldukları için çok popüler. Bu tür teknik özellikler, yeni başlayanların üzerinde çalışmasına izin verir. Cihazın tasarımı, şebekenin alternatif akımını yüksek güçlü bir doğru akıma dönüştüren bir dizi blok içerir. Bu tip kaynakçının avantajı:
- hassas ayar imkanı;
- çok çeşitli görevlerin performansı;
- sabit ark;
- güç dalgalanmalarına karşı direnç;
- yüksek kaliteli kaynak, pürüzsüz dikiş;
- her türlü elektrotla çalışın;
- uzayda herhangi bir kalınlık ve konumdaki her türlü metalin bağlantısı.
- elektrotun yapışmasını ve ayrılma damlalarını önleyen ek işlevlere sahiptir;
- elektrotun maksimum akım kaynağında tutuşma olasılığı;
Eksilerden not edilebilir:
- tozdan sık sık temizlik ihtiyacı;
- 2,5 m'lik sınırlı kablo uzunluğu;
- -15 derecenin altındaki hava sıcaklıklarında çalışamama.

İnverter acemi kaynakçılar için uygundur
yarı otomatik - iki tiptir. İlki, sürekli tel beslemesi nedeniyle kaynak işinin üretkenliğini artırır. Bu durumda elektrotları sürekli değiştirmek gerekli değildir. Dikiş pürüzsüz, sürekli ve hatasız. İkincisi gazlı bir ortamda çalışır, bunun için oksijen, nitrojen ve karbondioksit ile argon ve helyum kullanırlar. Gaz kaynağı aşağıdaki avantajlara sahiptir:
- hem gazla hem de telle çalışacak şekilde tasarlanmış bir aparat;
- dikişin mükemmel kalitesi ve estetiği;
- kararlı düz ark;
- yüksek işlevsellik;
- karmaşık eklemleri kaynaklama yeteneği.

Bu cihaz ile yüksek kalitede kaynak yapabilirsiniz.
Yeni başlayan bir kaynakçının çalışması için neye ihtiyacı vardır?
Öncelikle ekipman ve tulum hazırlamanız gerekiyor.
Araçlar ve koruma araçları
Kesinlikle bir kaynak makinesine, bir elektrot setine, cürufu yıkmak için bir çekiç ve keskiye, dikişleri temizlemek için metal bir fırçaya ihtiyacınız olacak. Elektrik tutucu, elektrodu kenetlemek, tutmak ve ona akım sağlamak için kullanılır. Dikişin boyutlarını kontrol etmek için bir dizi şablona da ihtiyacınız var. Elektrot çapı, metal sacın kalınlığına bağlı olarak seçilir. Korumayı unutma. Kızılötesi ışınları iletmeyen ve gözleri koruyan özel ışık filtreli kaynak maskesi hazırlıyoruz. Ekranlar ve kalkanlar aynı işlevi yerine getirir. Uzun kollu bir ceket ve manşetsiz düz pantolon, metal sıçramalarına karşı korumak için deri veya keçeli ayakkabılar ve bol kollu eldivenler veya eldivenler, kanvas veya süet içeren kanvas takım elbise. Bu tür sıkı, kapalı giysiler kaynakçının vücuduna erimiş metal bulaşmasını engeller.
Yüzüstü pozisyonda çalışırken, yüksekte ve metal nesnelerin içinde çalışmak için kullanılan özel koruyucu ekipmanlar vardır. Bu gibi durumlarda dielektrik botlara, kaska, eldivenlere, paspasa, dizliklere, kolçaklara ve yüksek irtifa kaynakları için kayışlı bir emniyet kemerine ihtiyacınız olacaktır.

Hangi elektrotları seçmeli
Elektrotlar çeşitli tip ve markalarda gelir. Bu, birleştirilecek parçaların metalinin ve elektrotun aynı metalinin seçilmesi ihtiyacından kaynaklanmaktadır.
Her elektrot, kaynakçıya gerekli tüm bilgileri veren bir işarete sahiptir. Etiketleri okumayı öğrenmek kolaydır.

Elektrotlar üzerinde özel işaretler
Çoğu zaman, elektrotlara farklı metallerin ve çalışma koşullarının kaynağı için gerekli özellikleri veren çeşitli kaplamalarla kaplanırlar. Burada elektrotların kaplama türlerine ve uygulama özelliklerine göre sınıflandırılmasına ilişkin bir tablo bulunmaktadır.

Özel kaplama, elektrotlara farklı metallerin kaynağı için gerekli olan özel özellikleri verir.
Elektrotların tipe ve amaca göre sınıflandırılması ürün etiketinde belirtilmiştir.

Elektrotlar tip ve amaca göre farklılık gösterir
kaynak türleri
Bağlantı kaynakları, konum, güç, teknoloji ve tasarım özelliklerine göre alt bölümlere ayrılır. Dikiş düzeni türleri:
- Daha düşük. Yerçekimi nedeniyle en basit ve en uygun olan metal, parçalar arasındaki boşluğu doldurur. Bu en dayanıklı ve ekonomik dikiştir.
- Yatay. İş parçaları elektrota diktir ve dikiş yatay olarak uzanır. Metalin bir kısmı kaynak bölgesini terk eder ve elektrot daha hızlı tüketilir.
- Dikey. Bu durumda, iş parçaları da elektroda diktir, ancak dikiş dikey olarak oluşturulur. Erimiş metal aşağı inme eğilimindedir, elektrot tüketimi önemlidir.
- eğimli. Kaynakçının elinin hareketi eğimlidir. Köşe ve T birleştirmeleri için kullanılır.
- Tavan dikişi, ustanın üzerinde bulunur.
Yapısal bölüm:
- popo Alın derzi oldukça sağlam ve ekonomiktir, derz yüzeyini bozmaz. Bu evrensel bir bağlantıdır.
- Alın kaynağı için yeterli alan olmadığında kaynak parçalarını üst üste bindirin. Boşlukların kalınlığı 8-10 mm'den fazla olmamalıdır.
- İş parçaları birbirine açılı olacak şekilde iç köşe kaynağının her iki taraftan kaynak yapılması tavsiye edilir. Isıdan etkilenen bölgenin artması ve elektrot tüketiminin fazla olması nedeniyle bu dikişin yapılması kolay değildir.
- Bir T kaynağı, parçaların düzlemlerinin dik olarak kaynaklandığı bir iç köşe kaynağıdır. Dikiş her iki tarafta da oluşturulmuştur, oldukça karmaşıktır.
- Elektrikli perçinler için dikiş, sızdırmaz bir dikişe gerek olmadığında kullanılır, en ekonomik ve göze çarpmayandır.
Kaynak, kalın iş parçaları için hem bir katmanda hem de birkaç katmanda gerçekleştirilebilir.
Kaynak yaparak yemek yapmayı öğrenmek - yeni başlayanlar için bir rehber
Kaynak, yüksek sıcaklıkta bir işlemdir. Uygulanması için, elektrottan kaynaklanacak iş parçasına bir elektrik arkı oluşturulur ve tutulur. Etkisi altında, elektrotun ana malzemesi ve metal çubuğu erir. Uzmanların dediği gibi, bir kaynak havuzu oluşturulur, içinde taban ve elektrot metali karıştırılır. Ortaya çıkan havuzun boyutu doğrudan seçilen kaynak moduna, uzamsal konuma, ark hızına, kenarın şekline ve boyutuna vb. bağlıdır. Ortalama olarak genişliği 8-15 mm, uzunluğu 10-30 mm ve derinliği - yaklaşık 6 mm.
Eritme sırasında kaplama adı verilen elektrot kaplaması, ark bölgesinde ve banyonun üzerinde özel bir gaz bölgesi oluşturur. Kaynak alanındaki tüm havayı uzaklaştırır ve erimiş metalin oksijenle etkileşime girmesini engeller. Ek olarak, hem baz hem de elektrot metal çiftlerini içerir. Dikiş üzerinde cüruf oluşur ve bu da eriyiğin hava ile etkileşimini önleyerek kaynak kalitesini olumsuz etkiler. Elektrik arkının kademeli olarak kaldırılmasından sonra metal kristalleşmeye başlar ve kaynak yapılacak parçaları birleştiren bir dikiş oluşur. Üstünde, daha sonra çıkarılan koruyucu bir cüruf tabakası vardır.

Kaynak işlemi sırasında elektrot kaplaması eriyerek özel bir gaz bölgesi oluşturur. İçinde ana metal ve elektrot karıştırılır.
Yeni başlayan kaynakçıların ilk deneyimlerini olası hataları düzeltebilecek ve faydalı tavsiyeler verebilecek bir uzmanın rehberliğinde almaları en iyisidir. Çalışmaya başlayın, parçayı güvenli bir şekilde sabitleyin. Yangın güvenliği için yanınıza bir kova su koymanız gerekir. Aynı nedenle, ahşap bir taban üzerinde kaynak çalışması yapmamalı ve kullanılmış elektrotun çok küçük kalıntılarını bile dikkatsizce işlememelisiniz.
Kaynak makinesinin bağlanması
Kaynağın güvenli bir şekilde çalışması için, makineyi aşağıdaki kurallara uyarak ağa bağlamanız gerekir:
- Öncelikle akımın voltajını ve frekansını kontrol etmeniz gerekir. Bu veriler ağda ve cihazda aynı olmalıdır.
- Kaynak makinesinde, seçilen elektrot çapına karşılık gelmesi gereken mevcut gücün hesaplanan değerini ayarladık. Kaynakçının ayarlar bloğu voltajı seçmenize izin veriyorsa, hemen ayarlamanız gerekir. Bağlantı özel bir fiş ve topraklama pabucu ile yapılır.
- "Topraklama" kelepçesini güvenli bir şekilde sabitliyoruz. Kablonun yalıtıldığını ve düzgün bir şekilde özel bir tutucuya yerleştirildiğini kontrol ediyoruz.
- Tüm bağlantıları, kabloları, fişleri kontrol ettiğinizden emin olun.
- Ara bağlantılar olmadan bağlanan özel bir uzatma kablosu kullanabilirsiniz.
- Zayıf kablolara sahip eski evlerde voltaj düşüşleri mümkündür. Çalışma sürecini durdurur ve kaynak ekipmanına zarar verebilir. Bu durumda, çalışma seviyesinde voltaj sağlayacak bir elektrik jeneratörüne ihtiyacınız vardır.

Kaynak makinesi basittir
Doğru akım nasıl seçilir
Kaynak akımı, kaynağın önemli bir göstergesidir ve dikişin tipini, yapısını ve performansını belirler. Akım ne kadar yüksek olursa, ark o kadar kararlı ve penetrasyon derinliği o kadar büyük olur. Akım gücü, boşlukların uzaydaki konumuna ve elektrotun boyutuna bağlıdır. En yüksek değer yatay iş parçalarının kaynağı için ayarlanır. Dikey derzler için geçerli değer %15'ten, tavan derzleri için ise %20'den daha az uygulanır.

Akım gücü, iş parçalarının konumuna ve elektrotun boyutuna bağlıdır.
Bir ark nasıl aydınlatılır
İlk yol dokunmaktır. Bunu yapmak için elektrodu ürüne göre yaklaşık 60 ° 'lik bir açıyla ayarladık. Yüzey boyunca yavaşça çizin. Kıvılcımlar çıkmalı, şimdi metale elektrotla dokunup 5 mm'den fazla olmayan bir yüksekliğe kaldırıyoruz.
İşlem doğru şekilde gerçekleştirildiyse ark tutuşacaktır. Kaynak boyunca beş milimetrelik bir boşluk korunmalıdır. Metalin elektrik kaynağı ile uygun şekilde kaynaklanmasıyla elektrotun yavaş yavaş yanacağı akılda tutulmalıdır, bu nedenle onu sürekli olarak metale biraz yaklaştırıyoruz. Elektrodu yavaşça hareket ettirin, aniden yapışırsa, hafifçe yana doğru sallamanız gerekecektir. Ark tutuşmazsa akımı artırmak gerekebilir.
İkinci yol kaşınmaktır. Elektrodu iş parçasının yüzeyine getirmeniz ve kibrit çakıyormuş gibi parçanın üzerine vurmanız gerekir. Kaplamaya kenarından vurarak elektrotun tutuşmasını kolaylaştırmak mümkündür.
Elektrodun eğimi ve hareketi
Arkı sorunsuz bir şekilde tutuşturup koruduğu ortaya çıktıktan sonra, boncuk kaynağına geçme zamanı. Arkı ateşliyoruz, elektrodu yatay olarak yavaşça ve sorunsuz bir şekilde hareket ettirerek hafif salınımlı hareketler yapıyoruz. Aynı zamanda, erimiş metal arkın tam merkezine "tırmıklanıyor" gibi görünüyor. Sonuç, biriken metal tarafından oluşturulan küçük dalgalarla güçlü bir kaynak olmalıdır.
Acemi bir kaynakçı için elektrotun eğim açısını, dikeyden hafif bir sapma ile yaklaşık 70 derece tutmak daha iyidir. Aşağıda ark kaynağının bir diyagramı bulunmaktadır.

Elektrodun açısı yaklaşık 70 derecedir.
Parçaların kaynak işlemi sırasında elektrot neredeyse tamamen yanmışsa ve dikiş henüz tamamlanmamışsa, işi geçici olarak durdururuz. Kullanılan elemanı yenisi ile değiştirip cürufları temizleyerek çalışmaya devam ediyoruz. Krater olarak da adlandırılan dikişin sonunda oluşan girintiden yaklaşık 12 mm mesafede arkı ateşliyoruz. Eski ve yeni takılan elektrotun metalinden bir alaşım oluşacak şekilde elektrotu girintiye getiriyoruz, ardından dikişin kaynağı devam ediyor.

Kaynak sırasında elektrot, esas olarak öteleme, uzunlamasına ve enine olmak üzere belirli hareketler yapar. Kombinasyonlarından çeşitli dikiş türleri oluşur, en yaygın olanı şemada gösterilmiştir.
Kaynak parçaları sürecinde ark hareketinin yörüngesi üç yönde gerçekleştirilebilir:
- Çevirisel. Arkın elektrot ekseni boyunca hareketini varsayar. Böylece, sabit bir ark uzunluğunu korumak oldukça kolaydır.
- boyuna. Yüksekliği elektrotun hareket hızına ve kalınlığına bağlı olan bir iplik kaynak silindiri oluşturur. Bu normal bir dikiş ama çok ince. Sabitlemek için elektrodu kaynak dikişi boyunca hareket ettirme sürecinde enine hareketler de gerçekleştirilir.
- enine.İstenilen dikiş genişliğini elde etmenizi sağlar. Salınımlı hareketlerle gerçekleştirilir. Genişlikleri, dikişin boyutuna ve konumuna, kesim şekline vb. Göre seçilir.
Uygulamada, birbiriyle örtüşen ve belirli bir yörünge oluşturan üç temel hareket kullanılır. Klasik seçenekler var, ancak her ustanın genellikle kendi el yazısı var. Önemli olan, çalışma sırasında birleştirilecek elemanların kenarlarının iyi eritilmesi ve belirli bir şekle sahip bir dikiş elde edilmesidir.

Kural olarak, üç yön de uygulanır, birbirleriyle örtüşebilir ve bir yörünge oluşturabilirler.
kaynak yapma
tavan kaynağı
Kaynak havuzu ters çevrildiğinden ve kaynakçının üzerinde bulunduğundan, bu dikiş en zor dikiş olarak kabul edilir. Elektrot 4 mm'den fazla seçilmez ve metalin yayılmaması için biraz yana alınır. Kısa bir ark ve tamamen kuru elektrotlar kullanın, baş üstü kaynak dikişi ince olmalıdır. Hareket kendi kendine gerçekleşir, bu nedenle kaynakçının dikiş kalitesini kontrol etmesi daha kolaydır. Bunu yapmanın birkaç yolu vardır:
- merdiven;
- hilal;
- geriye doğru.

Tavan dikişi en zor olarak kabul edilir
Video: tavan dikişi
Dikey
Böyle bir dikiş yaparken elektrodu yukarıdan aşağıya veya aşağıdan yukarıya doğru yönlendirebilirsiniz. Metalin damlamasını önlemek için elektrot dik konumdan 45-50 derece aşağı eğilmelidir. Deneyimli kaynakçılar bu dikişi tek geçişte yapmanızı önerir.

Dikey bir dikiş gerçekleştirirken, elektrot 45-50 derecelik bir açıda bulunur
Video: dikey dikiş
23.03
Yatay dikiş yapmak
Böyle bir dikiş yaparken, asıl zorluk metalin aşağı akışında yatmaktadır. Bu sorunu çözmek için kaynakçının elektrot açısını ve hareket hızını ayarlaması gerekir. Kaynak soldan sağa veya sağdan sola yapılır.

Yatay bir dikiş yaparken, elektrotun doğru eğim açısını ve geçiş hızını seçmeniz gerekir.
Açısal
İç köşe veya tee kaynakları oluşturulurken, erimiş metalin köşeye akması için parçalar bir teknede farklı açılarda yerleştirilir. Daha sonra her iki tarafa da kaynak yapılır, yapının bir kenarı diğerinden biraz daha yüksek olmalıdır. Elektrodun hareketi alt noktadan başlar.

İç köşe kaynağında elektrotun hareketi alt noktadan başlar.
Boru hattı kaynağının özellikleri
Elektrik ark kaynağı, borunun yan tarafında bulunan ve çevresi boyunca yatay olan dikey bir dikiş yapabilir. Sırasıyla yukarıda ve aşağıda bulunan tavan ve tabanın yanı sıra. Ayrıca, ikincisi gerçekleştirmek için en uygun olarak kabul edilir. Çelik borular genellikle, duvarların yüksekliği boyunca tüm kenarların zorunlu olarak nüfuz etmesiyle alın kaynaklıdır. Borunun içindeki akışı azaltmak için, elektrotun eğim açısı yataya göre 45 ° 'den fazla seçilmez. Dikiş yüksekliği - 2-3 mm, genişlik - 6-8 mm. Örtüşme ile kaynak yaparken, dikişin yüksekliği yaklaşık 3 mm ve genişliği 6-8 mm'dir.
Bir boruyu elektrik kaynağı ile kaynaklamaya başlamadan önce hazırlık çalışmaları yapıyoruz:
- parçayı iyice temizleyin;
- borunun uçları deforme olmuşsa, kesin veya düzeltin;
- kenarları temizleyin. Borunun kenarlarına bitişik dış ve iç düzlemin en az 10 mm'sini metalik bir parlaklık elde edecek şekilde temizliyoruz.
Şimdi kaynak yapmaya başlayabilirsiniz. Tüm bağlantılar, tam kaynağa kadar sürekli olarak işlenir. Duvar genişliği 6 mm'ye kadar olan boruların döner ve dönmeyen bağlantıları en az 2 kat halinde yapılır. 6-12 mm duvar genişliğinde - 19 mm'den fazla - dört olmak üzere üç katman gerçekleştirilir. Boru kaynağının özelliği, bağlantıya uygulanan her dikişin cüruftan arındırılması ve ardından bir sonrakinin yapılmasıdır. İlk dikiş en sorumlu olanıdır. Tüm kenarları ve donukluğu tamamen eritmelidir. Özellikle çatlak tespiti için yakından incelenir. Varsa eritilir veya kesilir ve parça tekrar demlenir.

Son katman, ana metale yumuşak bir geçişle mümkün olduğu kadar eşit yapılır.
İkinci ve sonraki tüm katmanlar, boruyu yavaşça döndürürken gerçekleştirilir. Tüm katmanların sonu ve başlangıcı, önceki katmana göre 15-30 mm kaydırılmalıdır. Son katman, ana metale yumuşak bir geçişle ve düz bir yüzeyle yapılır. Elektrik kaynağı ile boru kaynağının kalitesini artırmak için, sonraki her katman bir öncekine göre ters yönde gerçekleştirilir ve bunların kapanma noktaları birbirinden ayrılmalıdır.
Kendi kendine kaynak yapmak oldukça karmaşık bir girişimdir. Ancak, dilerseniz yine de ustalaşabilirsiniz. Sürecin temel kurallarını öğrenmeniz ve yavaş yavaş en basit egzersizleri nasıl yapacağınızı öğrenmeniz gerekir. Ustalığın temeli haline gelecek temellere hakim olmak için zaman ve çaba ayırmaya gerek yok. Daha sonra, becerilerinizi geliştirerek daha karmaşık tekniklere güvenle geçmek mümkün olacaktır.
Hemen hemen her insan, bir tür metal parçanın kaynaklanması gerektiğinde bir durumla karşı karşıya kaldı. Çoğu zaman bu, inşaat çalışmaları sırasında olur. Bir erkeğin bu sürece sahip olması harika, ancak bazen kendi alanlarındaki profesyonellere başvurmanız gerekir. Ancak kendi başınıza kaynak yapmayı öğrenebilirsiniz. Yeni başlayanlar genellikle dikişleri öğrenerek başlar. Zor iş, yalnızca ev ustası elektrotlarla kaynak yaparak düzgün şekilde kaynak yapmayı öğrendiğinde başlamalıdır.
Temel konseptler
 Kaynak açık ara en güvenilir metal bağlantıdır, çünkü onunla malzemeler bir bütün halinde kaynaşmıştır. Prosedür, yüksek sıcaklıkların etkisi altında gerçekleşir. Çoğu kaynak makinesi çalışmak için bir elektrik arkı kullanır.
Kaynak açık ara en güvenilir metal bağlantıdır, çünkü onunla malzemeler bir bütün halinde kaynaşmıştır. Prosedür, yüksek sıcaklıkların etkisi altında gerçekleşir. Çoğu kaynak makinesi çalışmak için bir elektrik arkı kullanır.
Çalışma prensibi,: Belirli bir küçük alanda metali erime noktasına kadar ısıtır. Buna elektrik ark kaynağı denir.
Bir elektrik arkının oluşumunda hem doğru hem de alternatif akım kullanılabilir. Alternatif için transformatörler, sabit için invertörler kullanılır.
İnvertörlerle çalışmak daha kolaydır, çünkü 220 V'luk bir ağdan çalışırlar, küçük boyutları ve ağırlıkları, yaklaşık 4-8 kg arasında farklılık gösterirler. Neredeyse hiç ses çıkarmazlar ve voltajı etkilemezler.
Transformatörlerle çalışmak çok daha zordur çünkü akım değişiyor, komşuların ve ev aletlerinin genellikle pek mutlu olmadığı güç dalgalanmalarını etkiliyor. Cihaz büyük ve ağırdır.
Böylece açıkça ortaya çıkıyor ki yeni başlayanlar için bir kaynak invertörü daha uygundur.
gerekli araçlar
 Kaynak, bir dizi alet ve özel koruma gerektirir. Bu doğrudan kaynak makinesinin kendisi, elektrotlar, çekiç ve fırçadır. Elektrotların çapı, üzerinde çalışılacak malzemeye bağlıdır.
Kaynak, bir dizi alet ve özel koruma gerektirir. Bu doğrudan kaynak makinesinin kendisi, elektrotlar, çekiç ve fırçadır. Elektrotların çapı, üzerinde çalışılacak malzemeye bağlıdır.
korumayı unutma. Gözleri korumak için kaynak maskesi, kalın giysiler ve süet eldivenler ve sağlam ayakkabılar gereklidir. Alternatif akımı doğru akıma çeviren bir diğer kullanışlı cihaz ise doğrultucu, invertör veya transformatördür.
iş teknolojisi
Bir elektrik arkının oluşması için iletken elemanlara ihtiyaç vardır: bu durumda bir metal ve bir elektrottur. Metal ve elektrot temas ettiğinde bir elektrik arkı oluşur. Aynı yerde metal hemen erimeye başlar, bununla eş zamanlı olarak kaynak havuzuna aktarılan elektrot erir.

Elektrodun koruyucu yüzeyi de kısmen buharlaşırken ve belirli miktarda gaz açığa çıkarırken işlem sırasında da yanar. Bu gazlar bir perde oluşturur ve metali oksidasyondan korur. Ayrıca metal, sıcaklığı koruyarak metale yardımcı olan cürufla kaplıdır.
Bir dikiş oluşumu, kaynağın tüm sırrı olan elektrot hareket ettirildiğinde meydana gelir. Daha eğim açısını ve mevcut parametreleri izlemek gereklidir. Metal soğuduktan sonra üzerinde metali oksidasyondan koruyan bir cüruf kabuğu kalır. Cüruf daha sonra bir çekiçle dövülür.
yemek yapmayı öğrenmek nasıl
 İlk başta kaynak işini deneyimli bir kaynakçının gözetiminde yapmak gerekiyor, kaynak yaparak nasıl kaynak yapılacağını öğrenecek, tavsiyelerde bulunacak ve sorun çıkması durumunda yardım edecek. Bir metal parçası üzerinde pratik yapabilirsiniz.
İlk başta kaynak işini deneyimli bir kaynakçının gözetiminde yapmak gerekiyor, kaynak yaparak nasıl kaynak yapılacağını öğrenecek, tavsiyelerde bulunacak ve sorun çıkması durumunda yardım edecek. Bir metal parçası üzerinde pratik yapabilirsiniz.
Yeni başlayan kaynakçılar için 3 mm elektrot en uygunudur. Biraz daha pahalı, ancak onunla çalışmak daha kolay. Daha sonra deneyim kazanıldıkça diğer seçeneklere geçmek mümkün olacaktır. Yaylı ve vidalı olabilen ve kablolardan birine takılan özel bir tutucuya sabitleyebilirsiniz. Elektrodu sabitledikten sonra kabloları bağlamaya başlayabilirsiniz.
kaynak makinesinde iki çıkış var: olumlu ve olumsuz. Ayrıca iki kablo vardır, bunlardan biri elektrotun yerleştirildiği bir tutucu ile, diğeri özel bir kelepçe ile biter.
Geleneksel kaynak türleri için doğrudan polarite bağlanır: eksi elektrota, artı parçaya gider. Ancak bazı eserlerde ters polarite kullanılmaktadır.
Elektrik Kaynak İşlemi
 Tüm detayları ve cihazları hazırladıktan sonra işe başlayabilirsiniz. Her şeyden önce, kelepçeli bir kablo takılır. Ardından, elektrotun yalıtımı ve güvenli bir şekilde sabitlenmesi için diğer kabloyu kontrol etmeniz gerekir. Ardından, seçilen elektrodun çapına bağlı olarak kaynak makinesinde mevcut güç ayarlanır.
Tüm detayları ve cihazları hazırladıktan sonra işe başlayabilirsiniz. Her şeyden önce, kelepçeli bir kablo takılır. Ardından, elektrotun yalıtımı ve güvenli bir şekilde sabitlenmesi için diğer kabloyu kontrol etmeniz gerekir. Ardından, seçilen elektrodun çapına bağlı olarak kaynak makinesinde mevcut güç ayarlanır.
Elektrik arkı ateşlenir. Bunu yapmak için biraz ihtiyacınız var elektrotu metale değdirin, kıvılcımlar sıçramalıdır. İlk temastan sonra elektrot metale temas eder ve 5 mm yüksekliğe çıkar.
5 mm'lik yükseklik operasyon boyunca korunmalıdır. İşlem sırasında elektrot yanmalı ve değiştirilmesi gerekecek. Ayrıca periyodik olarak metale yapışabilir, bu durumda hafifçe sallamak gerekir.
Arkın ateşlenmesinden sonra boncuk kaynağına geçebilirsiniz. Bu, elektrodu düzgün bir şekilde hareket ettiren hafif salınımlı hareketlerle yapılır. İşlem sonucunda hafif metal birikimi olan bir dikiş elde edilmelidir.
Elektrodun hareketi üç yönde ilerleyebilir:
- Çevirisel.
- enine.
- boyuna.
Çalışma sırasında, bir seçeneği diğerinin üzerine ekleyebilirsiniz. Her usta kendi doğrultusunda çalışmayı tercih eder. Sonuçta, asıl görev metalleri güvenilir bir şekilde bağlamaktır ve bunun nasıl olduğu o kadar önemli değildir.
Bazı nüanslar
Bir elektrotu metal üzerine sürmek yeterli değildir. Bazı kaynak nüanslarını ve belirli bir metalin nasıl düzgün bir şekilde kaynaklanacağını bilmeniz gerekir. Bunlardan biri, dikişin onlara yol açabilecek parçayı "çekmesi". Ve sonunda sonuç, ustanın beklediği gibi olmayacaktır. Çoğu zaman, parça birkaç yerden yaklaşık 10 cm'de bir tutularak bu sorundan kaçınılabilir, bu iki taraftan yapılır ve ardından ana iş başlar.
Doğru akım nasıl seçilir
Kaynaktan önce metali yapıştırmaya ek olarak, belirli durumlarda hangi akım değerini ayarlamanız gerektiğini bilmeniz gerekir. Her şey üzerinde çalışılan metalin kalınlığına ve elektrotun çapına bağlıdır.
Ancak bazen voltaj aniden düşebilir, evirici bu duruma kendi başına cevap veremeyecektir. Bu durumda, ısınmayı sağlamak için elektrotun hareketini yavaşlatmanız yeterlidir. Elektrodun ek yerleri boyunca yeniden çizilmesine de yardımcı olabilir. Bu yardımcı olmazsa, yapabilirsin daha küçük çaplı bir elektrot koyun.
Boru kaynağı
Elektrik ark kaynağı ile, borunun çevresini dolaşan yatay bir dikiş ve yanlarda uzanan dikey bir dikiş, ayrıca üst ve alt dikişler yapmak mümkündür. En uygun seçenek alt dikiştir.

Çelik borular, duvarların yüksekliği boyunca tüm kenarları kaynak yapılırken uç uca kaynaklanmalıdır. Çalışma sırasında elektrot 45 derecelik bir açıyla kurulmalıdır - bu, ürünlerin içindeki akışı azaltmak için yapılır. Dikişin genişliği 2-3 mm, yüksekliği - 6-8 mm olmalıdır. Kaynak çakışıyorsa, gerekli genişlik zaten 6-8 mm ve yükseklik 3 mm'dir.
İşe başlamadan hemen önce hazırlıkların yapılması gerekiyor:
- Öğeyi temizlemeniz gerekiyor.
- Borunun kenarları deforme olmuşsa, bunları hizalayın veya bir açılı taşlama makinesi veya basit bir taşlama makinesi ile kesin.
- Dikişin geçeceği kenarlar parlayacak şekilde temizlenmelidir.
Hazırlandıktan sonra işe başlayabilirsiniz. Gerekli tüm eklemleri sürekli olarak kaynaklayın, tamamen kaynak yapın. Genişliği 6 mm'ye kadar olan boru bağlantıları 2 kat, 6–12 mm genişliğinde 3 kat ve duvar genişliği 19 mm'den fazla olan borular 4 kat olarak kaynatılır. Ana özellik, boruların cüruftan sürekli olarak temizlenmesidir, yani. tamamlanan her katmandan sonra, onu cüruftan temizlemek ve ancak o zaman yenisini pişirmek gerekir. İlk dikişte çalışırken özellikle dikkat edilmelidir, tüm matlıkları ve kenarları eritmek gerekir. İlk katman, çatlaklar için dikkatlice kontrol edilir, varsa, eritilmeleri veya kesilip tekrar kaynaklanmaları gerekir.
Sonraki tüm katmanlar, boruyu yavaşça döndürerek kaynaklanır. Son katman, ana metale yumuşak bir geçişle kaynaklanır.
Acemi kaynakçıların hataları
Elektrik kaynağı ile nasıl pişirileceğini öğrenmek için dikkate almanız gerekir yeni başlayanların yaptığı yaygın hatalar:

Yukarıdaki hataların tümü yalnızca en kaba olanlarıdır. Sadece deneyimle anlaşılabilecek daha birçok nüans var.
İnce duvarlı metal veya profil kaynak yaparken dikkatli bir yaklaşım gerektirir. İnce parçalar, temizlenmiş bir elektrot uygulanarak ve doğrudan üzerine kaynak yapılarak kaynaklanabilir.
Demir dışı metallerde kaynak, başka elektrotlar gerektirdiğinden çarpıcı biçimde farklıdır. Özel bir koruyucu ortama da ihtiyaç vardır. Artık hemen hemen her metali pişiren evrensel cihazlar satın alabilirsiniz.
İnce duvarlı metallerle çalışmak için yarı otomatik cihazlar da vardır. Özü, özel bir telin biriktirilmesinde yatmaktadır.
Yeni başlayanlar için elektrik kaynağı kolay bir iş değildir. Ancak yeterli arzu ile ustalaşılabilir. Sadece temel kurallara uymanız ve daha deneyimli ustaların tavsiyelerini dinlemeniz gerekiyor. Sonuç olarak, becerilerinizi geliştirerek karmaşık görevlere geçmek mümkün olacaktır.
Çeşitli metal ürünler arasında güvenilir bir bağlantı oluşturma ihtiyacı, hemen hemen her ekonomide periyodik olarak ortaya çıkar. Bu durumların çoğunda kaynak en iyi çözümdür. Yeni başlayanlar için, uygulamanın gösterdiği gibi, en kolay yol. Böyle bir cihaz, özellikle uygun deneyim ve becerilerin yokluğunda, en yakın öncekilerin sonuçlarıyla karşılaştırıldığında çok daha güvenilir bağlantılar elde etmeyi mümkün kılar. İnverter ile çeşitli metalleri pişirmek zor değil, sadece talimatları tam olarak incelemeniz ve her şeyde alınan önerileri uygulamanız gerekiyor.
İnverter ile çalışmaya hazırlanma: kaliteli kaynağın temelleri
Çoğu durumda, mal sahipleri metali kaynaklamayı tercih ederler çünkü. kaynak, parçaların kalıcı bir bağlantısını sağlamak gerektiğinde en dayanıklı kaynakları elde etmenizi sağlar. Aparatın etkisi altında malzemeler plastik deformasyona uğrar. Elektrot ve iş parçalarının parçacıkları birbirine bağlanır ve bunun sonucunda süper güçlü bir moleküller arası bağ oluşur.
Birçok modern ve son derece işlevsel teknoloji geliştirilmiştir. Örneğin, elektronik ve lazer radyasyonu kullanılarak metal kaynak yapılabilir, ürünler bir gaz alevi ile bağlanır ve ultrason ile kaynak yapılır. En yaygın kullanılan enerji kaynağı elektrik arkıdır.

Kaynak makineleri veya invertörler tarafından oluşturulur. Güvenilir ve dayanıklı kaynaklı bağlantılar oluşturma becerisini öğrenmeye başlamak en iyisidir.
Deneyimsiz bir kaynakçı, işinin ustası olarak kabul edilemez. Bir kişi, çeşitli pratik görevleri yerine getirirken tüm becerilerde ustalaşır. Bu nedenle, yeni başlayan biri öncelikle sabırlı olmalı ve eğitim çalışmaları için yeterli zaman ayırmalıdır.
İnvertörle çalışmanın potansiyel olarak tehlikeli olduğunu unutmayın. Dikkatli olmazsanız, erimiş metal sıçramasıyla yanabilirsiniz. Ayrıca çeşitli toksik maddeler açığa çıkar ve elektrik çarpması riski ortadan kalkmaz. Radyasyon göz korneasında yanıklara neden olabilir. Bu nedenle inverter ile çalışmadan önce güvenlik, koruyucu ekipmanların hazırlanması, iş yeri ve ekipmana gereken özen gösterilmelidir.
Kaynak invertörünün avantajları, hafifliği, kompakt boyutu, akımı sorunsuz bir şekilde ayarlayabilmesi, hızı ve yüksek performansıdır. Deneyimli kaynakçılar, yeni başlayanların bu özel cihazla beceride ustalaşmaya başlamalarını önerir. Piyasada bütçenizi sarsmayacak ve ev atölyenizde fazla yer kaplamayacak birçok ucuz model bulunmaktadır.
Hangi elektrotları kullanmak en iyisidir

Geleneksel olarak, metal kaynak için tüketilebilir elektrotlar kullanılır. Bunlar aracılığıyla dikişe akım verilir. Bu tür çalışmaların ana bileşenlerinden biri özlü teldir. Kademeli olarak erime bölgesine beslenir. Birçok eğitim kursunda, katı çubuk biçiminde bulunan ve özel bir eriyebilir kaplamaya sahip olan elektrotların kullanımına başlamak için tavsiyeler bulabilirsiniz. Bu tür elektrotlarla, bir invertörle metalin nasıl kaynaklanacağını hızlıca öğrenebilir ve düzgün, net çizgiler oluşturabilirsiniz.
Yeni başlayanlar için, 3 mm çaplı çubuk elektrotlar kullanarak metalin nasıl kaynaklanacağını öğrenmeye başlamak en iyisidir. Daha kalın elektrotlar, daha yüksek güçlü kaynak ekipmanı gerektirir. Sac metal kaynağı 2 mm elektrotlar kullanılarak gerçekleştirilir. Tanıdığınız birinden ödünç alınan eski elektrotları kullanmak kesinlikle önerilmez. Kaynağa başlamadan hemen önce bunları satın almak daha iyidir. Eski elektrotların nemli olma olasılığı çok yüksektir, bu nedenle bunların hiçbir anlamı olmayacaktır.
Sürücü Güvenliği
Modern invertörlerin avantajları arasında ayrıca güvenlikleri de belirtilmelidir. Tüm teller kapalı bir plastik kutuda gizlidir. Bu çözüm, elektrik çarpması riskini önemli ölçüde azaltır, böylece yeni başlayanlar bile herhangi bir sorun ve zorluk yaşamadan metali kaynaklamayı öğrenmeye başlayabilir. Bununla birlikte, diğer herhangi bir elektrikli cihaz gibi bir kaynak invertörü potansiyel olarak güvenli olmayan bir mekanizmadır. Onunla çalışırken bir takım kurallara uymanız gerekir. Ana olanlar:

- Yağmurda ve negatif hava sıcaklıklarında yemek pişirmek kesinlikle yasaktır.
- Çalışma sırasında, kaynak ünitesinin ıslanmasını önlemek için tüm koşullar oluşturulmalıdır.
Herhangi bir invertör, kullanım talimatlarıyla birlikte gelmelidir. Sahip olduğunuzdan emin olun. Bu kılavuzda, çeşitli durumlarda nasıl davranmanız gerektiğine dair ipuçları bulacaksınız. Kılavuzun sonunda genellikle kaynakçıya yararlı tavsiyeler verilir, çeşitli yaralanmalar ve yaralanmalar için ilk yardımın kısa bir açıklaması verilir, güvenlik önlemlerinden alıntılar mutlaka verilir. Tüm ipuçları son derece anlaşılır bir dilde yazılmıştır, böylece yeni başlayanlar bile herhangi bir zorluk yaşamaz.
Genellikle inverterle birlikte koruyucu bir maske ve eldiven verilir. Standart bir kaynak invertörünün komple setteki toplam ağırlığı yaklaşık 6-7 kg'dır. Bu, cihazı neredeyse her yere yanınızda götürmenizi sağlar.
Metal yalnızca koruyucu bir kalkan ve bir kaynakçı maskesi ile kaynak yapılabilir. Bu cihazlar göz kornealarını yanıklardan korur.

Parlak radyasyondan doğrudan yanıklar elde edilebilir. Sıcak metal sıçramaları derinin açıkta kalan bölgelerini yakabilir, dolayısıyla orada da olmamalıdır.
Ellerin derisini korumak için süet veya kanvas eldivenler kullanılır. Pamuklu ve örme ürünler uygun değildir. Sabahlık ve pantolon veya tulum yoğun kumaştan yapılmış olmalıdır. En iyi seçenek kalın, yoğun bir muşambadır.
Çalışma alanınızın yanına bir kova su koyun. Eski bir kalın battaniye hazırlayın. Tüm bunlar, meydana gelmesi durumunda yanlışlıkla yangını söndürmenize yardımcı olacaktır. Açık havada pratik yapmak en iyisidir, ancak içeride de pratik yapabilirsiniz. Sadece tüm yanıcı nesneleri çalışma alanından uzaklaştırmak gerekir.
İnvertör kaynağında uzmanlaşmanın ilk adımları
Mastering yapmaya başlamadan önce düz bir yüzeyde pratik yapın. Öncelikle elektrodu iş parçası üzerinde nasıl yönlendireceğinizi bulmanız gerekir. Çubuk yüzeye 70-75° açı yapacak şekilde tutulmalıdır. Arkı metalden 3-5 mm mesafede tutun. Dikişin tüm uzunluğu boyunca bu mesafenin korunması önemlidir, aksi takdirde kusurları olacaktır.

Ayrıca akımı doğru şekilde nasıl ayarlayacağınızı da bilmeniz gerekir. 3 mm'lik bir elektrot ile 80 A yeterlidir.Akım çok düşükse sabit ve yeterli bir ark sağlayamazsınız. Aşırı akım metali eritecektir.
Ev elektrik şebekesine girmeden önce, ana parametrelerini ve özelliklerini kontrol ettiğinizden emin olun. Bu, kısa devreyi, kabloların aşırı ısınmasını ve kaynak makinesinin hasar görmesini önlemenizi sağlayacaktır.
Tam güçte maksimum çalışma süresi gibi bir parametreye dikkat ettiğinizden emin olun. Kılavuzda, bu parametre "Açık kalma süresi" veya "görev döngüsü" olarak anılır. Yüzde olarak belirtilir. Örneğin, talimatlar bu ünite için PV'nin %70 olduğunu söylüyorsa, inverterin planlanan sürenin %70'i boyunca tam yükte çalışabileceğini, kalan %30'unun ise dinlenmek. Çalışma süresinin aralıklara bölünmesi geleneksel olarak kullanılır. Çoğu zaman 10 dakikalık aralıklarla bölünür. Bu örnekte, cihaz 7 dakika tam yükte kullanılabilir, ardından 3 dakika dinlenmeye ihtiyaç duyacaktır. Sürücünüz için bu rakamları kontrol edin.

Kural olarak, yeni başlayanlar, gereksiz ürünler üzerinde silindirler oluşturarak metalin nasıl kaynaklanacağını öğrenmeye başlar. Bu, malzemeleri eritme prosedürüne kolayca hakim olmanızı sağlar, eğitimin bu aşamasında bağlantı dikişleri oluşturulmaz. Yüzey öncelikle korozyondan ve her türlü kirleticiden arındırılmalıdır.
Silindir yapmak için şu işlem sırasını izleyin:
- Kaynak elektrodunu alın ve inverter yuvasına yerleştirin.
- Akımı erime bölgesine çalıştırın. Bunu yapmak için genellikle çubuğun ucunu kibrit gibi metale vurmak yeterlidir. Bunun yerine, bir kılavuz çekme hareketiyle iş parçasına birkaç kez vurabilirsiniz.
- Elektrik arkı göründükten sonra elektrodu metale doğrultun. İş parçası ile ark arasında sabit bir mesafe bırakın. 3-5 mm sınırlarının dışına çıkmaması önemlidir.
Bu bir eğitim olmasına rağmen, dikiş kalitesinin doğrudan ark ile metal arasındaki mesafeyi sabit bir seviyede tutma yeteneğine bağlı olduğunu unutmayın. Mesafe dalgalanırsa, sadece kusurlu bir dikiş elde edersiniz. Çubuğu iş parçasının yüzeyine açılı olarak tutun. En iyi eğim 70°'dir. Elektrot ileri geri eğilebilir. Kendinizi en rahat hissettiğiniz şekilde yapın. Zamanla, sizin için en iyi ve en uygun olacak eğimi seçebileceksiniz.
Bu aşamada, istikrarlı beslemesini sağlamak için mevcut gücü nasıl ayarlayacağınızı öğrenmeniz gerekir.
Yeterli akım yoksa, kararlı bir ark sağlayamazsınız. Akım akışı çok güçlüyse metal eriyecektir. Optimum değer yalnızca ampirik olarak belirlenir.
Yeterince zaman tanıyın ve doğru değeri bulun.
Yüzey kaynağı için adım adım talimatlar
Boncuk yapmayı, akımı ayarlamayı ve arkı korumayı öğrendiğinizde, metali kaynaklamayı öğrenmenin bir sonraki aşamasına geçebilirsiniz. Genellikle her şey, birçok kaynakçı tarafından kanıtlanmış bir sırayla yapılır. Aşağıdaki çalışma düzenine uyun:

Kaynak işlemi, akım taşıyan tüm tellerin kaynak arkından izole edilmesini gerektirir.
- Elektrodu alın, çalışmaya hazırlayın ve ilk telin tutucusuna takın.
- Diğer teli ileride kaynak yapacağınız metale kelepçeleyin.
- Arkı aydınlatın. Bu işlem zaten tarif edilmiştir. Elektroda hafifçe vurun veya metale vurun.
- Elektrot eklem boyunca yönlendirilmelidir. Acele yok. Önemli olan, her şeyin olabildiğince doğru yapılmasıdır. Elektrodun düz bir çizgide yönlendirildiği daha önce tartışılan boncuk teknolojisinin aksine, tek tek ürünleri kaynak yaparken ileri geri hareketler yapmanız gerekecektir.
- Küçük bir alanı tedavi edin ve yapılan işi değerlendirin. Gerekirse, cürufu bir tel fırça veya çekiçle temizleyin.
- Kaliteden memnunsanız, işi bitirin.
Sonuç olarak, bir kaynak elde edeceksiniz. Hemen mükemmel olması pek olası değil. Yüksek kaliteli dikişler elde etmek için deneyim ve eğitime ihtiyacınız var. Zamanla bu işte ustalaşacak ve her şeyi en iyi seviyede yapabilecek hale geleceksiniz.
Böylece hem üçüncü taraf uzmanların hizmetlerini kullanabilir, onlara oldukça fazla para ödeyebilir hem de her şeyi kendiniz yapmayı öğrenebilirsiniz. Öğrenmek için biraz zaman ve enerji harcayarak, diğer insanlara daha az bağımlı olacaksınız. Zamanla bu meslekte ustalaşacak ve iç köşe kaynakları, tavan bağlantıları ve diğer karmaşık şeyleri oluşturabileceksiniz. Talimatları takip et ve iyi olacaksın. Mutlu öğrenme ve çalışma!