Шлифование металла – секреты правильной шлифовки. Самые распространенные технологии полировки металла Полировка меди до зеркального блеска своими руками
В умелых руках шлифование металла превращается в целое искусство. Может показаться, что этот вид обработки совершенно не сложный – бери да шлифуй. Но это мнение пропадает у каждого, кто знакомится с огромным количеством различных инструментов и абразивов для обработки металла.
1 Абразивы и шлифование – что нужно знать?
Сам термин "шлифование", по мнению некоторых знатоков истории, пришел в русский язык из польского. По сути же данный вид обработки является ничем иным, как резанием, только срезается материал абразивными кругами. Последние представляют из себя пористые тела, структура которых состоит из огромной массы мелких минеральных образований – зерен. Между собой зерна соединены так называемой связкой. При взаимодействии с поверхностью металла абразивный круг острыми гранями отдельных зерен снимает тонкий слой и за счет равномерного воздействия оставляет после себя гладкую и ровную поверхность.
Следует учитывать особенности шлифования и закономерности. Первая особенность – высокая скорость снятия стружки. При стандартной обработке шлифкругами скорость вращения круга достигает почти 2000 метров за минуту, при скоростной – все 3000 метров. При токарной обработке скорость ниже раз в 30. Зерна взаимодействуют с поверхностью со скоростью 0,0001 секунды или даже 0,00005!
На поверхности шлифовального круга множество зерен, которые размещены беспорядочно и имеют разную форму режущей кромки. Именно поэтому при взаимодействии стружка получается такой измельченной. На работу шлифовального станка уходит в пять раз больше электроэнергии, чем при работе фрезеровочного агрегата и в 10 раз больше, чем при обработке детали на токарном станке.
Важно помнить, что из-за произвольной формы зерен, их большого количества и сильного размельчения стружки в месте взаимодействия поверхности и шлифовочного круга возникает много тепловой энергии. Деталь может существенно нагреваться, например, шлифование металла сопровождает нагревом до 1000 °С в местах контакта. При такой температуре свойства металла могут существенно измениться, например, сталь может стать более хрупкой. Поэтому важно предусмотреть возможности охлаждения металла и самого круга, а также правильно рассчитать припуск на шлифование.

Во время взаимодействия с деталью часть зерен и стружки измельчается и попадает между оставшимися зернами, а другая часть притупляется и для работы необходимо все больше и больше мощности станка. Когда усилие превосходит прочность абразивного материала или связки, которая удерживает материал в целостности, зерно частично или полностью выкрашивается.
2 Режимы шлифования – как не прогадать со скоростью?
На выбор режима влияют несколько факторов: шероховатость поверхности после обработки, заданная точность, характеристики шлифовального круга (количество зерен, связка, глубина врезания) и мощность главного привода шлифмашины.
При обработке периферией шлифкруга учитывают следующие показатели режима резания: скорость круга, глубина резания, скорость перемещения самой детали, возможности поперечной подачи. Скорость круга – параметр, который зависит только от возможностей станка и диаметра самого круга, измеряется в метрах в секунду. При обработке скорость круга остается стабильной. Как правило, на станок устанавливают круг максимально возможного диаметра, допустимого для агрегата, а также задают наибольшее число оборотов шпинделя.

Малая прочность и жесткость станка или отдельных деталей приводит к ограничениям скорости, поскольку при высоких скоростях возникают сильные вибрации, вместе с этим уменьшается точность, увеличивается износ расходных материалов, падает производительность.
Черновую обработку выгодно выполнять на максимальной глубине резания, допускаемых параметрами зерна круга, детали и агрегата. При этом важно сохранить глубину резания не больше пяти сотых поперечного размера зерна. То есть с кругом зернистостью 100 она должна быть менее 0, 05 мм. Если превысить рекомендуемую глубину резания для такого круга, то его поры быстро заполнятся отходами и круг придет в негодность.
При работе с нежесткими деталями и материалами, а также при появлении прижогов следует уменьшать глубину шлифования. Если же речь идет об отделочной обработке (так называемое "тонкое шлифование"), выбираются небольшие значения глубины – в этом случае существенно повышается точность и класс обработки. Чем тверже и прочнее материалы, тем меньше задают глубину при их обработке, поскольку с увеличением этого параметра увеличивается и затрачиваемая мощность.
При продольной подаче для установления оптимального режима шлифования отталкиваются от долей ширины круга. Черновая обработка предполагает за один оборот детали контакт с 0,4–0,85 ширины круга. Больше, чем 0,9 при продольной подаче не используют, поскольку на поверхности в таком случае остается спиральная полоса непрошлифованного материала.
3 Методы шлифования – шлифование металла в подробностях
Методы шлифования во многом зависят от степени сложности поверхностей. К простым поверхностям относят внутреннюю и наружную плоскость цилиндрической формы, сложные поверхности могут иметь винтовую и эвольвентную форму. Для обработки этих форм чаще всего применяются такие виды шлифования, как плоское, круглое внутреннее и круглое наружное. Если углубится в детали, то круглое наружное шлифование имеет подвиды:
- Шлифование с продольной подачей – заключается в комбинации вращения абразива, вращения обрабатываемой поверхности (детали) вокруг своей оси, а также возвратно-поступательного прямолинейного движения детали (либо абразива) вдоль оси обрабатываемой детали. В конце каждого двойного хода детали происходит подача на глубину шлифования.

- Шлифование врезанием отличается от предыдущего варианта тем, что в работе применяется шлифкруг, высота которого равна длине шлифования или даже больше ее, так что необходимость в подаче на глубину отпадает. Поперечная же подача выполняется постоянно, до завершения обработки шлифованием.
- При бесцентровом шлифовании деталь закрепляется на опорном стержне между рабочим и подающим кругами. Для обработки осуществляется вращение кругов, а также круговая и продольная подача самой детали. Подающий круг задает детали вращение и продольную подачу. Шлифование валов – вот известный пример бесцентровой обработки.
- Круглое внутреннее шлифование также имеет несколько разновидностей: шлифование с продольной подачей, бесцентровое шлифование врезанием, бесцентровое с продольной подачей, и шлифование врезанием. Внутренняя круглая обработка с подачей продольно ничем не отличается от круглой наружной, как и шлифование врезанием. Бесцентровая внутренняя обработка также осуществляется за счет опорных роликов.
- Плоское шлифование – вид обработки, осуществляемый как периферией шлифкруга, так и его торцом. Для плоской обработки необходима комбинация следующих движений: движения резания, подача детали, поперечная подача детали на глубину шлифования и прямолинейное движение детали. Плоскошлифовальные станки оснащены столами, которые способны совершать вращательное или возвратно-поступательное движения, соответственно подача детали приобретает прямолинейный или вращательный характер.

Полироль для нержавеющей стали помогает нам обновить поверхность и очень быстро сделать ее блестящей простым механическим способом. Но это не всегда эффективно. Какие методы более действенные и насколько они доступны для бытового применения?
1 К каким изменениям приводит полирование?
Полировка – финишная стадия при изготовлении различных изделий. Заключается этот процесс в оплавлении поверхностного слоя толщиной 0,01–0,03 мм. В результате устраняются все мелкие дефекты (микротрещины, царапины, раковины и т. д.). Поверхность получается идеально гладкой и отражает свет. Подобный эффект достигается благодаря тому, что глубина неровностей менее длины волны видимого света.
Добиться зеркальной поверхности металла можно и другими способами, например, хонингованием. Но они обычно требуют специального оборудования, материалов и знаний. Поэтому их применение оправдано только когда необходимо обеспечить заданную точность. С полированием все намного проще. Для этой операции используются довольно простые станки, а полировальный инструмент можно сделать даже в домашних условиях. Отлично проявили себя войлок, кожа, мягкая ткань. На рынке и в магазинах продаются специальные пасты, сделанные на основе окиси хрома, трепела или крокуса. Эти материалы используются для механического метода, но существуют еще и химические способы обработки поверхности в специальных растворах.

Правильно подготовить изделие очень важно. На поверхности не допускается наличие различных дефектов, поэтому перед полированием следует стадия шлифования (снятие более толстого слоя). Чтобы найти скрытые изъяны, полирование начинается с наиболее "слабых" участков. Например, в это швы, где чаще всего обнаруживаются микротрещины или раковины. Полировку нержавеющей стали, впрочем, как и иных материалов, делают в несколько подходов, каждый раз подбирая рабочий материал меньшей зернистости. Причем желательно свести количество операций к минимуму.
2 Механические методы – классика, доступная каждому
Это наиболее простой способ добиться зеркально гладкой поверхности. Заключается он в следующем. Высокая скорость вращения полировального материала и возникающее при этом трение приводит к повышению температуры, в результате тончайший поверхностный слой оплавляется и становится идеально гладким.

Существует два вида полировки – черновая и чистовая. Первая делается более крупнозернистыми материалами и необходима для устранения шероховатости поверхности. В качестве рабочего инструмента выступают специальные пасты или ленты, на которые нанесены абразивные частички. Чистовое полирование – финишный этап. В этом случае нашли свое применение специальные порошки, тонкие полировальные пасты, в состав которых дополнительно входят и поверхностно-активные вещества. Они наносятся только на мягкие круги из эластичного материала, которыми и натирают обрабатываемое изделие.
Делать полирование можно и вручную, но это займет очень много времени. Поэтому придется обзавестись специальной . Начинается обработка наиболее крупнозернистым материалом, а затем каждый последующий раз необходимо уменьшать размер абразива вдвое. При этом лучше не устанавливать скорость больше 4500 об/мин. Финишное полирование начинают с участков, где заметны мелкие риски.

Однако если речь идет о мелких элементах незамысловатой формы, тогда возможно избежать электрополировки нержавеющей стали и использовать ручной метод. В этом случае специальная паста наносится на кусочек войлока либо иной мягкой ткани, и поверхность натирается круговыми движениями. Также ручного способа не избежать при обработке труднодоступных мест, куда шлифовальная машинка не сможет достать.
3 Химическое полирование – особенности и рецепты
При этом способе изделие погружают в химический раствор и держат определенное время. Также очень важно соблюдать температурный режим. В результате протекания химических процессов микронеровности на поверхности расплавляются, и она получается идеально гладкой. Главное преимущество этого способа – скорость полировки, обычно процесс занимает несколько минут. Еще вам не понадобится специальный электроинструмент, источник тока. Вы прилагаете минимум усилий в отличие от ручного метода. Кроме того, поверхность равномерно полируется независимо от конфигурации. Жидкий раствор проникает даже в самые укромные места детали.
При этом всем обилии плюсов есть и некоторые недостатки. Во-первых, это меньший блеск, поэтому такое полирование применимо только когда деталь не нуждается в зеркальной поверхности. Во-вторых, раствор недолговечен, так что придется работать интенсивно после его приготовления. В-третьих, смесь очень агрессивная, поэтому особое внимание необходимо уделить технике безопасности. Работы проводятся только в специальной одежде и при хорошей вентиляции помещения. Для химполировки нержавеющей стали используются растворы на основе кислот.

Состав № 1
Смешивается 660 г/л соляной, 230 г/л серной кислоты и 25 г/л кислотного оранжевого красителя. Нагреваем раствор до 70–75 °C и погружаем в него деталь. Достаточно подержать ее около 3 мин. При этом смесь желательно периодически перемешивать либо встряхивать изделие, в противном случае на некоторых участках поверхности могут скапливаться пузырьки газов, что негативно скажется на качестве полировки.
Во всех рецептах предполагается использование концентрированных кислот.
Состав № 2
Еще в раствор можно добавить поверхностно-активные вещества (ПАВ), глицерин и бензиловый спирт. Смесь включает 25–35 частей фосфорной, по 5 ч. азотной и соляной, 0,5 ч. сульфосалициловой кислот и 0,5 ч. двунатриевой соли этилендиаминтетрауксусной кислоты (ЭДТА). Также необходимо 1 ч. глицерина, а содержание бензилового спирта не превышает 0,1 ч. В качестве ПАВ используются триэтаноламин, этиленгликоль и оксифос, содержание этих веществ не более 0,015; 0,017 и 0,01 частей соответственно. Изделие из нержавеющей стали предварительно обезжиривается щелочным раствором, затем промывается в проточной воде и высушивается. Тем временем нагреваем смесь до 80 °C и погружаем в нее деталь максимум на 3 минуты.

Состав № 3
В этом случае берется 20–30 % ортофосфорной, 4–5 % азотной и около 4 % соляной кислоты, также в состав входит 1,5 % метилоранжа. Все остальное – дистиллированная вода. Раствор нагревается максимум до 25 °C, а время обработки колеблется от 5 до 10 минут. Чтобы улучшить качество полирования, изделие необходимо периодически шевелить.
4 Электрохимическая полировка – что изменит присутствие тока?
При электрохимической полировке нержавеющей стали изделие тоже погружается в раствор, но только в этом случае через него пропускают электрический ток. На металле есть тонкая оксидная пленка, ее толщина неодинакова на всей поверхности из-за наличия микровпадин и микровыступов. В углублениях она более толстая. Кислотный раствор интенсивней реагирует в местах, где этот защитный слой утончается. Из-за такой разности скорости реакции поверхность получается идеально гладкой и значительно лучшего качества, чем после механической обработки. Покрытия имеют мелкозернистую структуру и лишены пор, благодаря чему значительно снижается коэффициент трения.
К достоинствам этого метода относится высокое качество поверхности, отличная производительность. Электрохимическое полирование не требует физических усилий как при механической обработке, к тому же можно исключить этап обезжиривания. Поверхность полируется очень быстро. Плюс ко всему гальванические покрытия обладают превосходной прочностью сцепления с поверхностями, отполированными механическим методом.

А вот в недостатки можно записать зависимость от электроэнергии и ее расход. Кроме того, изделие необходимо предварительно отшлифовать механическим способом. Электрохимическая полировка чувствительна к качеству состава, температуре электролита, времени выдержки и плотности пропускаемого тока. Как и в химическом методе, работать придется с вредными для организма составами, поэтому обязательно уделяем должное внимание технике безопасности. Для электрохимического полирования нержавеющих сталей преимущественно используются электролиты на основе серной, хромовой и фосфорных кислот.
Состав № 1
Берется 730 г/л фосфорной и не более 700 г/л серной кислоты. Добавляется триэтаноламин 4–6 г/л и совсем немного катапина (0,5–1,0). Раствор нагревают до температуры не менее 60 °C и не более 80 °C. Через изделие проводится ток плотностью от 20 до 50 А/дм 2 . Делать электрохимическое полирование нужно около пяти минут.

Состав № 2
Детали из хромоникельмолибденовой или хромоникелевой нержавеющей стали помещают в состав из ортофосфорной и серной кислот, взятых в соотношении 65 % и 15 % соответственно. Еще добавляется 12 % глицерина, 5 % хромового ангидрида и очищенная вода (оставшиеся 3 %). Процесс протекает при температуре от 45 до 70 °C и плотности тока около 7 А/дм 2 . Время выдержки зависит от ряда факторов. Сварные изделия достаточно полировать всего 10–12 минут, а после пескоструйной обработки нужно выдержать в растворе около получаса.
5 Плазменная полировка – сложно, но эффективно
Есть еще один метод обработки поверхности, основанный на процессах в металле при его погружении в раствор и одновременном воздействии высокого напряжения. В отличие от предыдущего метода используются только экологически чистые составы на основе солей аммония.

Сущность плазменной полировки нержавеющих сталей заключается в следующем. Изделие обязательно должно быть положительным анодом. При воздействии высоких напряжений более 200 В электролит начинает закипать прямо у поверхности детали, что приводит к образованию тонкой парогазовой оболочки (50–100 мкм) . Электрический ток, когда проходит через эту пленку, способствует возникновению плазменных процессов. В местах микровыступов значительно возрастает напряженность электрического поля, что приводит к возникновению импульсных разрядов.

Плазменная полировка удаляет с изделия тончайший слой с повышенным содержанием инородных включений. В результате поверхность имеет зеркальный блеск, обладает высокими адгезионными свойствами. Кроме того, этот метод объединяет в себе сразу три операции: обезжиривание, травление и активацию поверхности. Однако чтобы достичь желаемого результата, поверхность изделия должна быть тщательно подготовлена. Любые дефекты, риски, царапины и прочее после подобной обработки не устранятся, а, наоборот, станут еще более заметными. Поэтому предварительного грубого ручного полирования не избежать.
Полировка металла до зеркального блеска
Как отполировать железо до зеркального блеска
Здравствуйте, друзья!
Вот вы как истинные любители самодельного оружия , воплотили, наконец, в жизнь свою идею и изготовили, например, замечательный кинжал. Изделие получилось великолепным: , , . Но чего-то все-таки не хватает вашему творению, и я знаю что это.
А не хватает кинжальчику для полного счастья сверкающего блеска. Есть уникальная технология полировки металла , которая превосходит по своему качеству, даже заводскую и я предлагаю ее опробовать на своих металлических самоделках. Для этого нам нужно приготовить сначала смесь, состоящую из следующих компонентов:
Берем серную кислоту и разбавляем ее водой, в соотношении один к двадцати частей. Объем смеси зависит от объема полируемой вещи. Далее опускаем в нее ненадолго ваш клинок, потом вынимаем, и тщательно прополоскав в воде, засыпаем древесными опилками для просушки. Высушив в опиле кинжальчик (надеюсь, рукоятку снять не забыли до полоскания в серной кислоте?) на пару секунд окунаем его в азотную кислоту. После чего опять же идет промывка водичкой и сушка в опилках. И остается потом лишь тщательно протереть лезвие, которое после всех этих процедур становиться блестящим как стекло. Не правда ли все просто?
Теперь в лезвие вашего кинжала можно смотреться, словно в зеркало. Кстати этим удивительным способом можно полировать любые металлические предметы, результат будет один - блестящая, сверкающая поверхность. Я даже иногда задумываюсь, а не отполировать ли мне таким манером бампера у своей семерки и штампованные диски, но что-то лень отбивать и шкурить напылитель и краску (шутка)
А если серьезно, то многие металлические вещи после этой технологии полировки приобретают не только первоначальную новизну, но становятся совершенно иного вида. Ржавый ключ от бабушкиного сундука становится, чуть ли не произведением искусства, а сколько замечательных украшений из металла можно сделать с такой полировочной, просто руки чешутся взяться за работу.
На этом позвольте прерваться и попрощаться с вами. До следующих разборок уникальных технология для домашнего производства самодельщиков.
Полировка металла необходима для улучшения внешнего вида металлических изделий и придания им более высоких потребительских качеств. Полировка придает металлическим изделиям декоративный блеск, она также используется при подготовке поверхности для нанесения гальванических покрытий . В промышленности широко применяются следующие способы полировки поверхностей металлов:
Недостатки традиционных видов полировки металла
Первые три из перечисленных способов обработки поверхности металлов имеют ряд ограничений применения. Основным ограничением для ряда промышленных предприятий является невозможность автоматизации при использовании механического, химического или электрохимического методов обработки поверхностей изделий в больших партиях массового производства.
Затруднения использования традиционных видов полирования металла имеют как экономические, так и технологические причины. Экономические трудности связываются с высокой стоимостью производственных роботов и станков с ЧПУ. Технологические же причины трудностей использования традиционных видов финишной обработки металлов связаны с трудностями построения полностью автоматизированного процесса производства. Вынужденное использование ручного труда на этапе полирования изделий, активации поверхности или ее очистки не позволяет наладить бесперебойную работу промышленных автоматизированных линий. Нередко из-за использования устаревших методов обработки металлов производственная линия принимает форму конвейера, что значительно удорожает производство и в итоге отрицательно сказывается на конкурентоспособности производимой продукции.
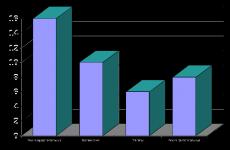
Сравнение видов полировки металла
| Механическая полировка | Химическая полировка | Электро-химическая полировка | Электролитно-плазменная полировка | |
| Производительность | Средняя | Низкая | Средняя | Высокая |
| Ограничение по геометрии | Простой профиль | Сложный профиль | Сложный профиль | Сложный профиль |
| Изменение материала | Подверженность внедрению инородных частиц | Неравномерность обработки, травление | Плохая обработка плоских поверхностей | Возможно упрочнение материала |
| Сложность обработки | Средняя | Средняя | Высокая | Средняя |
| Возможность автоматизации | Нет | Нет | Есть | Есть |
| Затраты на материалы | Высокие | Высокие | Высокие | Низкие |
| Срок амортизации установки | 25 лет | 5 лет | 20 лет | 25 лет |
| Занимаемая произв. пл. | Малая | Средняя | Средняя | Средняя |
| Экологичность | Низкая | Низкая | Низкая | Высокая |
| Пожароопасность | Низкая | Высокая | Средняя | Низкая |
| Энергопотребление | Среднее | Низкое | Высокое | Высокое |
| Квалификация работников | Высокая | Средняя | Средняя | Средняя |
Широкое внедрение в промышленность более производительной электролитно-плазменной полировки металла позволит со временем практически везде заменить токсичный электрохимический метод обработки. Его преимуществами , в сравнении с другими способами полировки поверхностей, являются высокая производительность и эффективность, соблюдение экологической чистоты окружающей среды, высокие качества и скорость выполняемых операций, невысокая стоимость.
Электролитно-плазменный метод полировки поверхностей является экологически чистым и удовлетворяет санитарным нормам, для очистки отработанного электролита не требуются специальные очистные сооружения.
Методы полирования поверхности металла путем комбинирования различных способов и видов обработки поверхностей
Часто полировке подвергаются изделия без предварительной поверхностной обработки с неподготовленной, достаточно шероховатой поверхностью, имеющей грубый рельеф, что влечет за собой необходимость длительной электролитно-плазменной обработки, которая сопровождается снятием значительного слоя металла, и ведет к перерасходу электроэнергии.
Кроме того, в процессе обработки грубой разветвленной поверхности наблюдается явление, когда плотность тока на первой стадии обработки иногда вдвое выше, чем на заключительной стадии. Это связано с тем, что первоначальная площадь шероховатой поверхности, контактирующая с электролитом, по-видимому, вдвое больше, чем получаемая в результате обработки.
На практике полирование изделий лучше осуществлять в два этапа, на первом провести очистку и обезжиривание поверхности, а на втором этапе – собственно полировку. Очистка деталей перед полированием необходима потому, что при изготовлении изделий из металлов литьем, либо при их термообработке, даже в нейтральных средах не удается полностью избежать соприкосновения поверхности с окислительной средой (например, воздухом) в области высоких температур, когда происходит поверхностное окисление металла. С целью очистки перед полированием применяют такие виды обработки поверхностей как:
- галтовка
- подводное шлифование
- гидроабразивная обработка
- обработка чугунным песком
- обработка корундовой крошкой
- обработка ультразвуком
- химическое и электротравление
Виды обработки поверхности металла после газоплазменной резки
Сглаживание шероховатостей поверхности, полученной после такого популярного вида обработки металла плазмой как газоплазменная резка, не обязательно осуществлять путем срезания выступов. Предварительная обработка может быть проведена путем поверхностного пластического деформирования. В ряде случаев механические методы обработки поверхностей пастами состоят не в срезании выступов, а в их разминании, для чего в состав паст входят специальные смазывающие, химически активные, поверхностно-активные вещества, разупрочняющие поверхность и мелкодисперсные окисные частицы, например, инертная окись хрома.
Полировка металлических изделий электрольтно-плазменным методом с предварительной подготовкой
Для экономии электроэнергии целесообразно использовать технологию электролитно-плазменной полировки в два этапа, когда на первом этапе сглаживается грубый рельеф поверхности с помощью различных энергосберегающих способов обработки поверхностей, а затем на втором этапе применяется финишная кратковременная электролитно-плазменная полировка.
Например, при полировке деталей из нержавеющей стали, которая является пластичной и достаточно мягкой, на первом этапе могут применяться следующие способы обработки поверхности:
- шлифовка под слоем воды водостойкой шкуркой зернистостью 50–80 мкм
- обработка жесткой металлической щеткой
- электротравление в 10% растворе щавелевой кислоты при напряжении 12 В в течение 5–10 минут с плотностью тока до 2 А/см 2
- пескоструйка мелкой чугунной крошкой
- отбеливающее травление в растворе 25% серной и 20% соляной кислоты в объемном соотношении 3/1 при температуре 30–40°C в течение 3–5–10 минут.
Последующая электролитно-плазменная полировка изделий может проводиться в 5%-м водном растворе сульфата аммония при температуре 80°C.
Методы обработки металла перед электролитно-плазменной полировкой
Способы обработки металла с помощью зачистки
Если исходный образец, поверхность которого предварительно обработана грубой шкуркой зернистостью 500 мкм, полируется до зеркального блеска в течение 5–6 минут со снятием слоя металла 0,05 мм, то образцы, обработанные до матового состояния шкуркой зернистостью 50–80 мкм, полируются в два раза быстрее за время менее 3 минут, и при этом снимается слой металла толщиной всего 0,02–0,03 мм. Экономия электроэнергии при использовании предварительной обработки поверхности шкуркой составляет около 40%.
Виды обработки металла с помощью крацевания
Весьма эффективна также предварительная обработка металлическими щетками грубо шлифованной или обработанной резцом поверхности. По-видимому, рельеф поверхности при такой обработке выравнивается за счет пластической деформации металла, а частично за счет крацевания, т.е. стирания, царапания металла. Также снимается окисная пленка, препятствующая равномерной полировке изделия в тех случаях, когда оно выполнено сваркой или подвергалось высокотемпературной термообработке.
Методы обработки металла с помощью травления
Неплохие результаты получены при химическом травлении, особенно образцов, которые подвергались термообработке, так как при этом на стали образуется окалина, трудно снимаемая электролитно-плазменной обработкой в течение 15 и более минут. Травление таких образцов в растворах серной и соляной кислот создает шероховатую, чистую от окалины поверхность без дефектов. Последующая обработка образцов в сульфате аммония при напряжении 260 В в течение 4 минут позволяет получить блестящую поверхность.
Предметы из нержавеющей стали прочно вошли в нашу жизнь. Это — элементы интерьера на улице и дома, различная посуда дома и многое другое. Нержавеющая сталь — это сплав железа и углерода с примесью специальных элементов. Высокую устойчивость к негативным факторам внешней среды сталь приобретает благодаря именно этим элементам. Но под воздействием различных факторов даже такой прочный металл может потерять свой первоначальный вид. Как отполировать до зеркального блеска? Если возникла такая необходимость, то у вас есть два варианта:
- Обратиться в специализированную компанию, которая предоставляет такого рода услуги.
- Сделать это самому в домашних условиях.
Давайте рассмотрим, как происходит полировка металла до зеркального блеска своими руками разными способами в домашних условиях.
Полировка в домашних условиях
В домашних условиях также можно получить блестящую и гладкую поверхность нержавеющей стали. Есть несколько способов, которые нам в этом помогут.
Подготовка к полировке
Для начала необходимо изделие как следует очистить. Можно использовать для этого средство для мытья посуды:
- Разведите моющее средство в воде.
- Почистите поверхность нержавеющей стали мыльным раствором.
- Хорошенько промойте и высушите изделие.
Полировка оливковым маслом
Этот способ подойдет для полировки потускневших изделий. Все, что вам нужно, — это немного оливкового масла и мягкая тряпка или салфетка:
- Нанесите на ткань немного масла и размажьте так, чтобы вся поверхность была покрыта масляной пленкой.
- Плотно прижмите ткань к поверхности и плавными движениями отполируйте изделие из нержавейки.
Важно! Продолжайте до тех пор, пока не увидите заметное изменение структуры.
- Теперь нужно убрать остатки масла. Для этого подойдут салфетки или сухое полотенце. Протрите поверхность, пока она не станет абсолютно сухой.
Полировка мукой
Чем еще можно отполировать металл в домашних условиях? Для этих целей можно использовать муку, правда, такой способ больше подходит для плоских поверхностей, например, для кастрюль, ножей или раковины:
- Посыпьте всю поверхность мукой и равномерно распределите ее по металлу.
- Отполируйте при помощи мягкой тряпки круговыми движениями.
Важно! Для большего эффекта можно использовать старую зубную щетку.
- Стряхните остатки муки.

Химический способ
Можно произвести полировку металла в домашних условиях химическим способом. Для этого нужно приготовить специальную жидкость. Для этого есть несколько способов:
- Для такого раствора вам понадобится 230 мл серной кислоты, 70 мл соляной кислоты, 40 мл азотной кислоты. В 1 литр раствора нужно добавить 6 г кислотного черного красителя, 10 г столярного клея и 6 г хлористого натрия. Доведите эту смесь до температуры 65-70 градусов и поместите туда ваши предметы из нержавеющей стали на срок от 5 до 30 минут.
- Раствор готовится следующих соотношениях: ортофосфорная кислота 20-30%, соляная — 3-4%, азотная — 4-5%, метилоранж — 1-1,5%. Положите изделие на 5-10 минут при температуре 18-25 градусов.
- На литр состава идет 660 г соляной кислоты, 230 г серной кислоты и 25 г оранжевого кислотного красителя. Раствор подогреть до температуры 70-75 градусов и положить туда предмет из нержавейки на 2-3 минуты.
Важно! Все эти компоненты очень агрессивны, поэтому необходимо обеспечить полную защиту глаз. рук, лица и органов дыхания.
Этапы полировки при помощи химических растворов следующие:
- Погрузите предварительно очищенный предмет из нержавейки в емкость с химическим раствором.
Важно! Придерживайтесь строгой дозировки веществ, входящих в раствор, чтобы получилась нужная концентрация.
- Жидкость необходимо постоянно помешивать.
- После окончания срока изделие нужно достать и смыть остатки реактивов чистой водой.
- Протрите деталь салфеткой с полиролью.
Под воздействием химических веществ все шероховатости устранятся и изделие приобретет первоначальный блеск и сияющий вид.
Механические способы полировки
Эти способы полировки предполагают использование таких инструментов и устройств как:
- полировочный станок;
- шлифовальная машинка;
- электроточило;
- бормашина с фиксатором.
Важно! Метод имеет ряд преимуществ. Это — быстро,эффективно, можно менять частоту вращения кругов и лент, применять дополнительные насадки, изготовленные из кожи, ткани, шерсти и других материалов.
Средство для полировки металла до зеркального блеска своими руками зависит от марки нержавейки:
- Лучше всего себя показала алмазная паста, но у нее один существенный минус — довольно-таки высокая цена.
- Если таковой вас нет, то можно использовать пасту ГОИ. Она бывает четырех типов, в зависимости от зернистости.
Важно! При ручной шлифовке можно воспользоваться той же алмазной пастой или пастой ГОИ. Ее эффективность зависит от качества расходных материалов.
Делается это следующим образом:
- Нанесите на войлочный диск немного средства и накапайте несколько капель машинного масла, чтобы развести пасту.
Важно! Для металла лучше всего пользоваться пастой с крупной зернистостью.
- Полируйте поверхность круговыми движениями, стараясь не тереть очень сильно.
- Делайте это до тех пор, пока результат вас не удовлетворит.
Важно! Чем можно полировать нож до зеркального блеска в домашних условиях? Такие ровные металлические поверхности шлифуются обыкновенным напильником — деревянным брусом, обтянутым тканью, на которую наносится полировочная паста.
Уход за нержавеющей сталью
Отполированная нержавеющая сталь смотрится очень красиво. Чтобы поддерживать ее в таком состоянии, используют специальные полироли. Они выпускаются в виде концентратов и жидких эмульсий. Наносится полироль сразу после завершения процесса полировки. Потом периодически нужно наносить полироль, чтобы обеспечить вашему изделию из нержавейки приятный вид на долгое время.