Elektroliz ile metal üzerine desen çizme. Evde metal aşındırma ve oyma yöntemleri
OSG 06-05-2008 23:18
Yani ayrıntılara ihtiyaç var! Nasıl, ne, ne...
Konstantinoviç 06-05-2008 23:22
Alhim 06-05-2008 23:37
Peki, bunu namlu üstü kutularla yapabilir misin?
Meksikalı 06-05-2008 23:39
Ne o ne de kendin!!!
stüdyoda teknoloji. Ve daha da iyi iş günlüğü.
Vorkuta 06-05-2008 23:45
alıntı: İlk olarak Konstantinych tarafından gönderildi:
Peki, bunu namlu üstü kutularla yapabilir misin?
Bence metal olan her şeyi yapabilirsin.
Bunu "acemi bıçak ustalarına yardım" bölümünde anlatıldığı gibi yaptım.
1. Bir litrelik kavanoz aldım, üç yemek kaşığı sofra tuzu döktüm (yulaf lapasını yağla bozamazsınız), su ısıtıcısından sıcak su döktüm.
2. Geleneksel bir pil şarj cihazı alıyoruz, bıçakta "+" kelepçe ve başka bir metal parçasında "-" (bir parça pirinç 140X30X1 mm aldım)
3. Şarj cihazına 6V ayarladım, malzemeler arası mesafe 4-6 cm, siz nasıl isterseniz.
Evet, sadece bıçakta önceden, asıl mesele unutmamak: üzerini boyadığınız şey bir çizim olarak kalacak !!!
Nasıl boyanacağına dair çok şey okudum, tükürdüm, kilerde Tikkurilovsky verniği (ahşap için üretan-alkid vernik) aldım. Ve bir fırça ile test için bir desen uyguladım. Kavanozun üzerinde 1 gün kurur yazıyor ama ben 40 dk bekledim (dayanamadım) kavanoza koydum herşeyi birbirine bağladım ve 5-10 dk sonra sonuç yüzümdeydi.
dblsav 06-05-2008 23:50
Şımartmak başarılıydı, tebrikler.
Şimdi durma.
Forex 06-05-2008 23:52
Çirkin sonuç!!!
Teknolojiye hakim...
kuzya 06-05-2008 23:53
"Sizin inisiyatifinizle Gleb Georgievich" (C)
Genel olarak, bir başlangıç
Vorkuta 06-05-2008 23:57
alıntı: İlk olarak Alhim tarafından gönderildi:
O zaman verniği tüm deliklerden, IMHO'dan çıkarmak zor olacak ve öyleyse ... neden o zaman olmasın?
Bununla ilgili bir sorun olmadı, her zamanki vayspirit'i aldım ve her şeyi bir bezle sildim, normal. gerçek enfeksiyon kokar.
fırsat 07-05-2008 01:26
İşe yaradı. Beğendim....
Nasgul 07-05-2008 06:41
Daha az stres, daha doğru sonuçlar. Küçük yüzeyleri turşu yapmak için, negatif elektrot üzerine bir parça pamuk sarabilir, aynı salin solüsyonuna batırabilir ve asitleme yerini silebilirsiniz. Artıları - hızlı ve bankalarla uğraşmaya gerek yok, sonucu kontrol etmek daha kolay. Bıçaklara o kadar damgalandım ki hızlı bir kesiciden yem alıyorum
Vorkuta 07-05-2008 09:13
Negatif elektrot üzerine bir parça pamuk sarabilir, aynı salin solüsyonuna batırabilir ve aşındırma yerini kolayca silebilirsiniz.
Denedim ama hoşuma gitmedi. Belki tabii ki doğru yapmadı, peki, uzun süre ovuşturdu kesin. Derin değil kazındı ve sonra bir kavanozla denendi
Vorkuta 07-05-2008 09:14
alıntı: İlk olarak vesilesiyle gönderildi:
Lenin kaynar suyla uğraştı ve Vorkuta elektrikle uğraştı....
5 yaşında cımbızı sokete soktu, bir patlama ile parladı. O zamandan beri elektrikle arkadaş olmadım.
Çavuş 07-05-2008 09:23
Arşive götürdüm.
Vorkuta 07-05-2008 11:11
İlginiz için teşekkür ederiz
kronik 07-05-2008 12:17
vbellek
Nick_Ross 07-05-2008 14:51
2004 yılında, benzer bir teknoloji kullanarak, ofisin 10. yıldönümü için yıldönümü hançerlerine yazılar ve logolar kazıdım.
Aşındırmanın özel bir fotoğrafını çekmedim, ancak burada görebilirsiniz.
Çizim fotometotla uygulandı. Baskı devre kartlarına gelince.
Logoda acı verecek kadar küçük detaylar...
Truddum 07-05-2008 18:34
alıntı: İlk olarak Nick_Ross tarafından gönderildi:Bir sır değilse, pliz görüntüsünü aktarma teknolojisi nedir?
Çizim fotometotla uygulandı
Nick_Ross 07-05-2008 19:23
Bir arkadaşımdan bir kutu pozitif fotorezist aldım (radyo pazarındaki panolar için aldı). Yağsız yüzeye püskürtülür, karanlıkta kurutulur.
Resmi düz kağıda yazdırdım, şeffaflık için parafinle ıslattım (bu şeffaflık zaten yeterli). Ardından fotodirenç üzerindeki resim (sıkıca bastırın) ve ultraviyole maruz kalma (para dedektörü kullanılır).
Elbette şeffaf bir filmde daha iyi olurdu ama el altında değildi.
Hurda malzemelerle yetinmek zorunda kaldım...
Maruz kalmayan fotodirenç, bir alkali çözelti ile yıkanır. Ve sonra - elektrolitte.
Eşit şekilde zehirlenmesi için yalnızca akımın seçilmesi gerekir. Ve tabii ki, katodu gelecekteki görüntünün yüzeyine mümkün olduğunca paralel yerleştirin.
fotoğraftaki malzeme - 4X13
serg-pl 07-05-2008 20:00
alıntı: İlk olarak Nasgul tarafından gönderildi:
Daha az stres, daha doğru sonuçlar. Küçük yüzeyleri turşu yapmak için, negatif elektrot üzerine bir parça pamuk sarabilir, aynı salin solüsyonuna batırabilir ve asitleme yerini basitçe silebilirsiniz. Artıları - hızlı ve bankalarla uğraşmaya gerek yok, sonucu kontrol etmek daha kolay. Bıçaklara o kadar damgalandım ki hızlı bir kesiciden yem alıyorum
babam hep böyle yapardı ben de bazen, gerçekten daha kolay ama bir eksisi var. süreçte küçük bir desen çizdiğinizde, sıcaklık yükselir ve desen yüzebilir veya vernik tamamen soyulabilir (o zaman iş boşunadır, zımparalamayı deneyin), ancak bu elbette verniğe bağlıdır. kendi cilamızı kullanıyoruz (reçine + reçine), oranları kesin olarak söyleyemem ama bu maddelerin özelliklerinden kendiniz tahmin edebilirsiniz. bıçak ısıtılır ve bu vernikle kaplanır (bir çubuk şeklindeki katı haldeki vernik, orta derecede ısıtılmış bir bıçak üzerinde erir), daha sonra bıçağın verniğin üstüne kurumla kaplanması istenir (örneğin, bir mum veya yanan petrol ürünleri), böylece verniğin ıslanabilirliği zayıf olur. Tabii ki, çizimi bir iğne ile çizmek gerekiyor ve ilk seferinde, onu bozduysanız, yapıştırmayacaksınız (kefil bu süreçte yapıştırılacaktır). En ekonomik olmayan versiyonda hala parlak kağıda bir lazer deseni yazdırabileceğinizi, ardından bir ütüyle bıçağa yapıştırabileceğinizi, kağıdı ıslatıp çıkarabileceğinizi söylüyorlar. Ben kendim bunu hiç yapmadım, ama başkalarının robotlarını oldukça temiz gördüm.
Nick_Ross 07-05-2008 20:17
alıntı: En ekonomik olmayan versiyonda hala parlak kağıda bir lazer deseni yazdırabileceğinizi, ardından bir ütüyle bıçağa yapıştırabileceğinizi, kağıdı ıslatıp çıkarabileceğinizi söylüyorlar. Ben kendim bunu hiç yapmadım, ama başkalarının robotlarını oldukça temiz gördüm.
Bir arkadaşımdan fotorezisti öğrenene kadar bunu denedim
Ama diğer yolu daha çok sevdim.
Gıda sınıfı alüminyum folyo bir kağıda yapıştırılmıştır (tutkal ısıdan yüzmemelidir.) Folyonun kenarlarını kağıdın ön ve arka kenarlarının üzerine sarmak en iyisidir.
Daha sonra ütü ile yazdırıp aktarıyorsunuz.
ve sonra sadece folyoyu soyun.
Toner çeliğe alüminyumdan çok daha iyi yapışır. Muhtemelen oksit filmi yüzünden
serg-pl 07-05-2008 20:25
ve normalde küçük detayların gerisinde kalan folyodan?
Nick_Ross 07-05-2008 20:29
Milimetre genişliğindeki çizgiler iyidir.
ama daha az şanslı.
Bu yüzden fotoğraflarla yaptım.
Şimdiden uyarıyorum.
2x2cm ve daha küçük resimlerde alüminyum taban ile oynadım.
Geniş alanlarda nasıl davranacağını bilmiyorum ...
Alhim 07-05-2008 23:11
Standart konektörlerin çıkışlarındaki voltaj düzeni aşağıdadır:
Bu kadar...
Boole 27-08-2009 22:22
alıntı: Eh, daha da basit: herhangi bir sarı + 12V, mavi -12V
Bu kadar...
hmm ... mavi o zaman neden dokunuyorsun? toplu siyah
Volcosob 27-08-2009 22:39
Doğrultucu buldum, yazıcıdan aldım ama işte çöp çıkışta üç tel var ve bunlardan hangisi who-xs.
diz33 27-08-2009 22:51
kırmızı siyah var mı - gerekli değilse de - LED sizin elinizde!
Volcosob 27-08-2009 23:03
termist 27-08-2009 23:10
Siyah ve kırmızı yok - hepsi sarı, ama bir diyotla deneyeceğim.
test cihazı olarak deneyin
Volcosob 28-08-2009 12:44
Deneyebilirsin, ama bende sadece bir gösterge tornavida var.
termist 28-08-2009 11:51
alıntı: İlk olarak Volcosob tarafından gönderildi:
, ama bende sadece bir gösterge tornavida var.
Kaç volt çalışıyor?
Volcosob 28-08-2009 14:17
220'den gelen nokta bu.
termist 28-08-2009 15:43
alıntı: İlk olarak Volcosob tarafından gönderildi:
220'den gelen nokta bu.
sonra arkadaşlarınızdan bir test cihazı isteyin
karbon 28-12-2009 05:34
Hızlı bir kesicide, çelikte bulunan karbonun kalması, ancak paslanmaz çelikte olmaması veya küçük olması nedeniyle siyah desen elde edilir. Bu karbon, bir matkap üzerinde bir tel fırça ve ardından bir parlatma nozulu ile iyice yırtılır. Ayrıca doğal bir şekilde yavaş yavaş yıpranıyor, bu nedenle daha sonra lekelerle çıkmasın diye hemen yırtıyorum.
Balamutishche 03-01-2010 12:00
ve Şam'da zehirlenirse ne olur ???????????? kim cevap verecek
termist 29-10-2010 22:42
evet ve yeşili yere koymayı unutmayın - açmak için
hmm ve hangisi, elimde bir blok ile oturuyorum, xs, ne yapmalı, nasıl başlamalı ((((((
termist 29-10-2010 23:51
Kendi soruma cevap veriyorum. tavsiye üzerine bloğu çalıştırırsanız
alıntı: İlk olarak Buhl tarafından gönderildi:
Boole
başarısız oldu, 12 volt veya 5 volt yükle veya araba ampulleri veya bir soğutucu (benim yaptığım gibi)
emi1 23-03-2011 06:56
yazıcıdan şarj cihazı hakkında bir soru, dönüştürücüden 3 kablo var, neye ihtiyacımız var?
Drogmot 23-03-2011 08:00
Ben biraz farklı yaptım. Bir kavanoz elektrolit yerine, tellerden birine periyodik olarak bir çözelti içinde nemlendirilmiş bir gazlı bez takıldı. ve onları demiryolu ile sürdü.
termist 23-03-2011 09:40
alıntı: İlk olarak Emi1 tarafından gönderildi:
Dönüştürücüden gelen 3 tel
siyah ve kırmızı var, onlar senin
SH-Andrey 23-03-2011 09:52
4. Doğru akım kaynağı olarak araba aküleri için şarj cihazı kullandım (12 volt veriyor, 2 mod var: 4 ve 6 amper. 4 amperde çalıştım);
5. Elektrot olarak bir alüminyum parçası kullandım;
6. Pekala, o zaman her şey şemaya göre: elektrot için eksi, artı iş parçası için (ÖNEMLİ!!! Elektrot ve iş parçası birbirine değmemelidir. Belki bu herkes için hafife alınmıştır, bu yüzden yazmazlar Hansa'daki herhangi bir talimatta bunun hakkında, ama bunu düşünmedim bile. Elektrik açısından mutlak bir çaydanlığım ve genel olarak bundan çok korkuyorum. Nazik insanlar sayesinde önerdiler) ;
7. Sonunda her şey hazır olduğunda makineyi açtım. Elektrolit hemen kaynamaya başladı ve bir tür bulanıklık öne çıkmaya başladı. Vernik parçacıkları olduğunu anlıyorum. Ürkütücü bir manzara, sana söylüyorum;
8. 2 dakika sonra çıkardı, zımpara kağıdı ile ovuşturdu ve ... Ah, bir mucize! Olmuş!
9. Başarıdan ilham alarak tam tersini, yani resmi değil arka planı zehirlemeye karar verdim. Teknoloji aynı. Vernikli bir dikdörtgen çizdim, içinde "S" harfi. Aynı iki dakika kaynatma. Tekrar çalıştı.
Kendim için şu sonuca vardım: tüm bunlardaki en zor şey, net bir çizim oluşturmaktır. Ya bir şablon yapmalısınız ya da tanıdığınız bir sanatçıya (tercihen bir dövme sanatçısı) sağlam bir el ile istediğinizi çizmesini istemelisiniz. Başka bir düşünce ortaya çıktı: gravür gibi bir hizmet var. Şehrimizde oyma yapılan bir iki yer biliyorum, hatta onlardan birkaç kez hediye yazıları sipariş ettim.
Oymacıdan bıçak üzerinde istediğiniz deseni yapmasını isteyebilir, ardından üzerini renksiz bir vernikle kaplayabilir ve tüm oyma çizgilerini bir iğne ile çizebilirsiniz. Oymanın metalde o kadar derin olmasa da zaten oluklar bıraktığı göz önüne alındığında, bundan ilginç olacak olan şey.
başına üç kez 09-04-2012 09:22
alıntı: İlk olarak sansem80 tarafından gönderildi:
Kendim için şu sonuca vardım: tüm bunlardaki en zor şey, net bir çizim oluşturmaktır.
"Ot immanno, ot immanno!" (c) Khryun Morzhov.
Kaliteli çizim, gravür ve ince kumaşın mihenk taşıdır.
rudy3 28-06-2012 10:23
alıntı: İlk olarak Ivaldan tarafından gönderildi:
İlk elektrokimya deneyiminin boktan olduğu ortaya çıktı, ama yine de "övünmek" istiyorum
Bıçağın üzeri sprey boyayla boyandı, ardından bir nervürle çizildi. Fotoğrafı biraz sıyırdıktan sonra oldukça ürkütücüydü. Boyada gözenekler var, bıçağın tamamı noktalı, özellikle dipçik üzerinde. Bir yerlerde boyası döküldü. Ayrıca akımlarda sorun çıktı 3 dakika sonra kapatmak zorunda kaldım.
Elektrikten korkmam boşuna değil.
rikitikitavi666 29-06-2012 22:13
prim2005 29-11-2013 15:55
alıntı: net olmayan tek şey, bıçağın "Mole" karışımı ile nasıl davranacağıdır.
aslında fotodirenci çıkarmak için "Köstebek" gereklidir, bunu aseton veya bir çözücü ile kolayca kaldırabilirsiniz.
[e-posta korumalı] 30-11-2013 13:45
Alyoshenka1986 13-08-2014 20:18
Alıntı: İlk olarak tarafından gönderildi [e-posta korumalı]:
Ve biri bana böyle bir kaplama gibi görünmesi için nasıl dağlama yapılacağını söyleyebilir mi?
Katılıyorum, ben de çok ilgileniyorum)
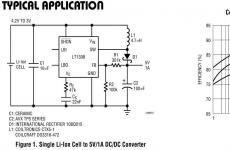
Merhaba sevgili okuyucular! Bugün bu yazıda, videonun yazarı bize evde metal üzerine herhangi bir görüntüyü oldukça basit bir şekilde nasıl uygulayabileceğinizi anlatacak.
Başlamak için, aşağıda sunulan bu ev yapımı videoyu izlemenizi öneririm (iki bölümden oluşur):
Yani, zaten anladığınız gibi, bugün yazar bize herhangi bir görüntüyü artık hiçbir şekilde çıkarılamayan herhangi bir metale nasıl kolayca uygulayabileceğinizi anlatacak. Görüntüyü aşındırarak metale uygulayacağız. Bu yöntem kazıma yöntemine benzer, ancak herhangi bir nozül veya matkap gerektirmez.
Öyleyse başlayalım.
Bizim için aşağıdaki bileşenlere ihtiyacımız var:
- görüntüyü uygulayacağımız metal (bizim durumumuzda bu bir bıçaktır);
- İskoç;
- kendinden yapışkanlı duvar kağıdı veya parlak kağıt;
- hamuru;
- Pamuk ped;
- salin solüsyonu (kendi başınıza çok basit bir şekilde yapabilirsiniz: bir çorba kaşığı tuzu yarım bardak ılık suda karıştırın);
- "timsah" içeren teller;
- 8 ila 12 voltluk güç kaynağı veya pil;
- bir sayfa A4 kağıt;
- ütü;
- lazer yazıcı.
Hadi çalışalım.
İlk olarak, kendinden yapışkanlı kağıdı alın ve parlak kağıttan dikkatlice soyun:


Şimdi dikkatli bir şekilde bantla yapıştırmanız veya bizim durumumuzda bu parlak kağıdı A4 kağıdına "kendinden yapışkanlı" olarak yapıştırmanız gerekiyor:




Şimdi bilgisayarda metal üzerinde görmek istediğiniz görüntüyü seçiyoruz ve orada bir yazı varsa ayna görüntüsünde yapılmalıdır. Görüntüyü parlak bir kağıda yazdırıyoruz:


Daha sonra, makas yardımıyla, bulanıklaştırmamak veya silmemek için görüntünün kendisine dokunmadan çizimimizi dikkatlice kesmeniz gerekir:


Şimdi kalıbımızı bıçağa uyguluyoruz ve her şeyi ilk seferde yapmaya çalışıyoruz (böylece kalıbı hareket ettirmek zorunda kalmazsınız), çünkü görüntü çizgili olacaktır:

Şimdi ütüyü ikinci moda ayarladıktan sonra almanız ve şablonumuzu bir dakika boyunca çok dikkatli bir şekilde ütülemeniz gerekiyor:

Şimdi, bıçağımız hala sıcakken, pamuklu pedleri alıp şablonu nazikçe vurarak boyayı metale "bastırıyoruz":

Bıçak soğuduktan sonra kağıdı sıyırabilirsiniz (bunu yavaş ve çok dikkatli bir şekilde yapın):

Sonuç olarak, şöyle bir şey almalısınız:

Şimdi yapışkan bandı alıp görüntünün etrafına bıçağı yapıştırmanız gerekiyor, böylece salin solüsyonu bıçağın tüm yüzeyine bulaşmaz ve aşındırma düzgün olur:




Şimdi, tuz çözeltisinin geçmesine izin vermeyecek bir "banyo" elde etmek için görüntüyü hamuru ile kaplıyoruz:

Tuzlu çözeltiyi "banyomuza" dökün (yaklaşık üç çay kaşığı):

Sonra, kablolara geçelim ... pilin "artısını" bıçağa asıyoruz:

İkinci "timsahı" pilin "eksi" ucuna bağlarız ve şimdi sadece salin çözeltisine dokunmamız gerekir:

Öyleyse başlayalım. salin solüsyonu kaynamaya ve kararmaya başlayacaktır - bu, bir aşındırma reaksiyonunun başladığı anlamına gelir. Teli tuzlu solüsyonda en fazla 30 saniye tutmalısınız, çünkü uzun süreli dağlama durumunda görüntü yeterince net olmayacaktır:



Ardından, kabloları çıkarmanız, siyah sıvıyı "banyodan" dökmeniz ve "banyoyu" yapışkan bantla birlikte çıkarmanız gerekir:
Metal aşındırma bazen döküm ve gravürün yerini alır, tüm süreci çok daha kolaylaştırır. Resmi içbükey - kabartmalı ve dışbükey - kısma olarak alabilirsiniz. Evde metal aşındırma kimyasal ve galvanik olabilir. İlk seçenek evde kullanıldığında daha zehirlidir, bu nedenle başlangıç için ikincisini kullanacağız, buna elektrokimyasal da denir.
Teçhizat
4 ila 7 V arasında çıkış verebilen bir güç kaynağı veya transformatör almanız gerekir. Ek olarak, bir dielektrik banyosuna ihtiyacınız olacak, gerekli parçayı ve anoda bağlı ikinci bir metal nesneyi içermelidir.
Desenin metal üzerine dağlanması için demir sülfat olarak kullanılması gerekir. Bakır veya pirinç bir yüzeye çizim gerekiyorsa, onu da kullanabilirsiniz, asıl mesele suyun damıtılmasıdır.
Parçayı gravür için hazırlama
Aşındırmanın düzgün ve doğru yerlerde olması için parçanın kirletici maddelerden arındırılması ve ayrıca yağdan arındırılması gerekir. Daha rahat çalışma için, kalaylı parçaya bakır tel lehimlenir, bunun için nesneyi tutmak uygun olacaktır. Yüzeyi temizlemek için, dönüştürülen nesneyi sıcaklığı 50 ° C olan% 10'luk sodyum hidroksite, ardından% 15'lik bir sülfürik asit çözeltisine indirip iki dakika orada tutmanız, ardından sıcak suyla durulamanız gerekir. İşlem tamamlandığında nesnenin yüzeyleri tamamen temizlenmiş olacak ve elbette ellerinizle dokunamayacaksınız.
Metalin elektrokimyasal dağlanması
Turşu yapılmaması gereken yerleri korumamız gerekiyor. Bunun için yüzeyin bu bölgelerine özel bir mastik sürülmesi gerekir. Üç pay balmumu ve iki reçineden yapılır, karıştırılarak bir teneke içinde eritilir. Her şey homojen bir kütleye dönüştükten sonra soğumaya bırakılır ve parçalara ayrılır. Her biri gazlı beze yerleştirilir, böylece bastırıldığında içinden gerektiği kadar sakız sızabilir. Bundan sonra turşu yapacağımız iş parçası ısınır. Şimdi gazlı beze konulan oluşturulan karışımı alıp yüzeyi eşit bir tabaka ile ovuyoruz.
Soğuduktan sonra mastik katı hale gelir. Yukarıdan hafif suda çözünür boya ile kaplanmıştır. Suluboya veya guaj beyazı olabilir. Bundan sonra kaplama kurumalıdır. Ardından bir çizim uygulayabilirsiniz, boya üzerinde iyi duracaktır. Kalemle çizilebilir veya karbon kağıdı ile çevrilebilir. Daha sonra bu kontur, metalin kendisine bir iğne ile çizilmelidir.
Şimdi metalin elektrolizle dağlanması başlıyor, bir çubuğu anoda - artı, diğerini katoda - eksi bağlıyoruz. Birincisine görüntünün uygulanacağı parçayı, ikincisine herhangi bir çelik levhayı bağlarız. Bundan sonra, görüntünün çizildiği yerde metali aşındırma işlemi başlar.

Çok seviyeli bir çizim oluşturmanız gerekirse, her şey yukarıda açıklandığı gibi yapılır. Her seferinde sadece konturlar kontrol edilir ve en küçüğü öngörülen derinliğe kadar kazındığında, parça çıkarılır ve bir fırça kullanılarak ısıtılmış mastik ile üzeri boyanır. Sertleştiğinde, çizimin bir sonraki aşamasına kadar her şey tekrarlanır. Bu süreçte yavaş yavaş bir görüntü oluşturulur.
Bu şekilde metal evde dağlanır, ardından yüzey terebentin ile yıkanır ve ardından cilalanarak ürüne bitmiş bir görünüm verilir.
Aşındırma kimyasalı
Şimdi elektrikli aletler kullanmadan metal bir yüzey üzerinde nasıl desen oluşturulacağına bakalım. Bunu yapmak için hırdavatçılarda serbestçe satılan kimyasallara ihtiyacımız var. Öyleyse başlayalım. Aşındırma için ihtiyacımız var:
- "Beyaz ruhu";
- White Spirit'te çözünmeyen boya;
- aseton;
- çatıları kaplamak için kullanılan reçine;
- sofra tuzu;
- bakır sülfat.
parça temizleme
Başlangıç olarak görüntünün planlandığı kısım ince zımpara ile temizlenir ve yağdan arındırılır. Yüzey hazır olduğunda, desenin uygulanacağı, yapışkan bant veya benzeri bir şeyle kapatılacak bir yere ihtiyacınız var. Bundan sonra, kimyasal dağlamanın metali etkilememesi gereken yüzeyin geri kalanı boya ile boyanır. Beyaz Ruh'a dayanıklı olduğu sürece her renkte olabilir.
Boya kuruduğunda yapışkan bandı çıkarabilirsiniz. Altında boyanmaya hazır saf metal var. Şimdi bu "mini tuvalde" bir resim uygulamanız gerekiyor. Boya gibi sıvı hale gelene kadar White Spirit içinde çözülen reçine kullanılarak yapılır. İstenilen görüntüyü bir fırça ile çizer. Bu tür doğaçlama boyanın iyi yanı, çizimde bir şey yolunda gitmezse, bir bez veya pamuklu çubuğu White Spirit'te nemlendirerek çıkarmak mümkün olacaktır. Çizimde bir fırçayla iyi çıkmayan çok küçük ayrıntılar varsa, kuruduktan sonra fazlalığı kazıyarak bir iğne ile düzeltilebilirler.

Bu şekilde bir bıçağı, anahtarları, genel olarak herhangi bir metal nesneyi aşındırabilirsiniz. Artık çizim tamamen hazır olduğuna göre, gravürün kendisine ilerleyebilirsiniz.
dekapaj çözeltisi
100 gr bakır sülfat eritmemiz ve ardından tuz eklememiz gereken bir litre suya ihtiyacımız var. Çözülmeyi bırakana kadar dökülmelidir. Ortaya çıkan karışım mavi bir renge sahip olacaktır. Ancak içine metal bir cisim daldırıldıktan sonra rengi yeşile dönmeye başlayacaktır.
Öyleyse, öğeyi yükleyelim. Kimyasal işlem hemen başlar. Tüm bu üretimlerde sağlığa zararlı hiçbir madde yayılmadığından evde bu tür metal aşındırma işlemleri güvenlidir.
Kimyasal reaksiyondaki eylemler
Reaksiyon sırasında, giderek daha fazla olacak bir plak oluşur. Tüm süreci yavaşlatır, bu nedenle periyodik olarak suyla yıkamanız gerekir. Bunu çeşitli fırçalar, fırçalar ve diğer aletlerle yapmamalısınız çünkü boyaya zarar verebilirsiniz. Ama tüm çizimi tutuyor gibi görünüyor ve örneğin bir bıçağı aşındırarak üzerindeki çizime istemeden zarar verirseniz çok yazık olur. Bu, sağlam bir el ve sabır gerektiren çok hassas bir iştir.

Desenin derinliği doğrudan metalin çözeltide kalacağı süreye bağlıdır. Kesin kriterler yoktur, bu nedenle her ustanın kendisi bir kimyasal reaksiyonun gidişatını gözlemlemelidir. Ve ancak bunu birkaç kez yaptıktan sonra, istenen modelin amaçlanan derinliğe tezahür etmesi için ne kadar zamana ihtiyaç duyulduğunu güvenle söylemek mümkün olacaktır.

Elektrokimyasal ve kimyasal dağlamanın avantajları ve dezavantajları
Evde elektrokimyasal metal aşındırmanın avantajları arasında, oluşturulan modelin daha net olması, büyütme ile bakarsanız bunun açıkça görülebilmesi yer alır. Ancak dezavantajı, bu yöntemin elektrikli bir cihaz gerektirmesidir ve bu herkes için olmayabilir.

Kimyasal dağlamanın avantajları, ihtiyacınız olan her şeyin bir hırdavatçıdan satın alınabilmesini içerir. Bu bileşenler ucuzdur ve en önemlisi, bir güç kaynağı veya 4 ila 7 V sağlayabilen diğer cihazlar için bir yere bakmanıza gerek yoktur. Bununla birlikte, desenin kusurlu kenarları bir eksidir.
Nispeten yakın zamanda ortaya çıkan metal ürünler üzerinde dışbükey veya basık bir desen elde etmenin yöntemlerinden birine dağlama denir. Bu yöntemin çalışma prensibi, sıvı bir elektrolitte elektrokimyasal işlemlerin kullanılmasına dayanmaktadır. Sanatsal yetenekleriniz varsa, evde bile minimum malzeme ve ekipmanla yüksek kaliteli bir desen elde edebilirsiniz.

Dağlama işlemini evde kendi başınıza gerçekleştirirken, aşağıdaki sarf malzemelerine ve cihazlara ihtiyacınız olacaktır:
- dekorasyon amaçlı bir ürün - çeşitli çatal bıçak takımları, av veya kamp bıçakları veya üzerine basit desenlerin yapılabileceği basit sabunluklar;
- iş parçasının tamamının veya bir kısmının süslenecek şekilde yerleştirilmesine uygun, metalik olmayan malzemelerden yapılmış, yeterli hacimde ve uygun şekilde bir kap. Bu amaçla, işleme sürecini görsel olarak kontrol etmenizi sağlayan cam kapların kullanılması en uygunudur.
- yeterli miktarda normal sofra tuzu;
- herhangi bir renkteki oje;
- işlenmiş ürünü temizlemek için tasarlanmış oje çıkarıcı;
- alçak gerilim doğru akım kaynağı. Bu kapasitede, araba veya telefon pillerini şarj etmek için bir şarj cihazı kullanılabilir.
çizim
İş parçasının hazırlanmasıyla başlıyoruz. Niteliksel olarak yağ ve kirden arındırılmalı, sıcak su ile durulanmalı ve kurutulmalıdır. Bundan sonra, işlenecek nesnenin yüzeyine bir fırça kullanarak vernik uygulayın (bizim durumumuzda bunlar yemek kaşığıdır).

Kaplamanın tamamen kurumasına izin vermeden bir desen veya yazı uygulayın.
Desenin varyantına bağlı olarak, istenen dekoratif etki, metalleri aşındırırken, hem ürünün malzemesine preslenmiş hem de yüzeyinde çıkıntı yapan bir desen elde edilebilir. Bu, koruyucu vernik tabakasının çıkarılmasıyla elde edilebilir. Kimyasal aşındırmaya tabi tutulacak güzel bir filmi olmayan saf metaldir.
Dışbükey bir görüntü elde etmek istiyorsanız, verniği üzerinde bırakın ve arka plandan kaldırın.

Aksi takdirde, cila filmini tam olarak istenen desen biçiminde çıkarın - ürünün malzemesine "bastırılacaktır". İnce bir desen elde etmek için, uygun şekilde keskinleştirilmiş bir tahta çubuk veya kürdan ile verniği yüzeyden çıkarın. Lekeler olmadan mümkün olduğunca düz çizgiler elde etmeye çalışın, bu da ürün üzerindeki deseni aşındırma işini önemli ölçüde bozabilir.

elektrolit hazırlama
Gerekli tüm verniğin çıkarıldığından emin olduktan sonra çalışma solüsyonunu hazırlamaya geçiyoruz. Bu süre zarfında koruyucu tabakanın tamamen kuruması için zamanı olacaktır. Çelik ürünlerin dekapajının yapıldığı bir madde olarak, çoğunlukla evde bir ortak tuz çözeltisi kullanılır. Hazırlamak için kristalleri saf suda 0,5 litre sıvıya iki yemek kaşığı tuz oranında çözmek gerekir.

Sodyum klorür yerine, bakır sülfat adı verilen oldukça erişilebilir başka bir kimyasal madde kullanabilirsiniz. Herhangi bir donanım veya bahçe mağazasında bulmak kolaydır.

Metal ürünlerin dağlanması
İşlemi etkinleştirmek için elektrolit çözeltisine herhangi bir çelik nesne yerleştirilmeli ve akım kaynağından gelen negatif bir tel ona bağlanmalıdır. Bu durumda pozitif tel, iş parçasına bağlanır. Şematik olarak, dağlama işlemi şöyle görünür:

Yüksek kaliteli bir dönüştürücünün (doğrultucu) yokluğunda, ilgili soketin kontağını ondan keserek bir telefon şarj cihazı kullanabilirsiniz.
Elektrik akımının etkisi altında aşındırma işlemi oldukça hızlı gerçekleşir.

Bir cam kap seçerken bu dikkate alınmalıdır. İçindeki elektrolit seviyesi dekapaj işlemi sırasında olası sıçramasını önlemelidir.
Elektrokimyasal işleme sırasında modelin derinleşmesinin kontrolü, iş parçasını çözeltiden periyodik olarak çıkararak görsel olarak gerçekleştirilebilir. Gerekli tüm parametrelere bağlı olarak, metal parça üzerinde istenen desen dağlama derinliğine bağlı olarak işlem birkaç dakikaya kadar sürebilir.
İstediğiniz sonucu aldığınızda elektrik akımını kapatın. Bundan sonra, ekstrakte edilen numuneden vernik filmini dikkatlice çıkarın. Bunu yapmak için oje çıkarıcı ve kalın bir bez kullanmak uygundur. Bitmiş çizimi ılık sabunlu suyla yıkayın.

Renkli bir çizim elde etmek
Ortaya çıkan desene, çizime veya yazıya ek bir dekoratif etki vermek için herkesin erişebileceği basit bir yöntem kullanmanızı öneririz. Bunu yapmak için, tedavi edilen alana az miktarda herhangi bir nitro emaye uygulayın ve girintinin tamamen dolmasını sağlayın. Bu boya ve vernik malzemesi yeterince çabuk kurur, böylece bir saat sonra daha fazla çalışmaya dönebilirsiniz. Minenin tamamen kuruduğundan emin olduktan sonra asitlenmiş ürünün yüzeyine düşen fazla malzemeyi ince zımpara kağıdı ile temizleyin. Bu durumda tiner kullanılması, boyayı tamamen çıkarmadan yüzeye bulaştırdığı ve desene çirkin bir pus verebileceği için tüm işi bozabilir.
Bitmiş ürünün GOI macunu ile bir keçe tekerlek üzerinde mekanik olarak parlatılması, nihayet boyalı kazınmış desene anlamlılık kazandıracaktır.
Sevgili okuyucular, makale hakkında yorum yapın, soru sorun, yeni yayınlara abone olun - fikrinizle ilgileniyoruz :)
Metal bir ürünün yüzey tabakasının bir kısmının kimyasal bir reaksiyonla çıkarılmasına aşındırma denir. Bu teknoloji, birkaç bin yıldır insan tarafından biliniyor, kovalama ve karartma ile birlikte, silahların ve ev eşyalarının, mücevherlerin ve ritüel eşyaların metal parçalarını bitirmek için kullanıldı. Günümüzde metal aşındırma, el sanatlarında, galvanik kaplama için, metal ürünler üzerinde resim ve yazılar oluşturmak için kullanılmaktadır.
Yöntemin özü
Aşındırmadan önce, metal yüzeyin dağlanmaması gereken kısımlarına, dağlama maddesine (mordan) dayanıklı koruyucu bir kaplama uygulanır.
Daha sonra parça asidik bir ortama maruz bırakılır veya elektrolitik sıvı içeren bir kaba daldırılır. Parça ne kadar uzun süre işlenirse, metal tabakası agresif ortam tarafından o kadar fazla aşınır. Metal aşındırma birkaç aşamada gerçekleştirilebilir, buna çok katmanlı aşındırma denir.
Görüntülerin metal üzerine dağlanması hem endüstriyel hem de ev koşullarında gerçekleştirilir.
Metal aşındırma yöntemleri
Metal tabakayı aşındırmak için kullanılan malzemelere bağlı olarak, aşağıdaki gibi metalleri aşındırma yöntemleri vardır:
- Kimyasal (sıvı). Asit solüsyonları kullanılır. Karmaşık ekipman ve pahalı malzemeler gerektirmez. Çalışma sırasında sağlığa zararlı buharlar oluşur.
- Elektrokimyasal. Bir elektrolit çözeltisi kullanılır ve içinden bir elektrik akımı geçirilir. İşlemin daha yüksek hızı, desen detaylarının daha doğru uygulanması, çalışma sıvısının ekonomik tüketimi ile karakterize edilir. Zararlı dumanlar çıkarmaz
- İyon-plazma (kuru). Yüzey tabakası, iyonize bir plazma ışını ile buharlaştırılır. Mikroelektronik bileşenlerin üretiminde kullanılır.
İyon-plazma yöntemi, yüksek hassasiyetli ve pahalı ekipman gerektirir ve yalnızca endüstriyel üretimde kullanılır. Sıvı yöntem, elektrokimyasal metal aşındırma ve hatta elektrokimyasal gravür evde mevcuttur.
Galvanik dağlamanın yardımıyla, bağımsız olarak, neredeyse endüstriyel bir devre kartı kadar iyi bir baskılı devre kartı yapabilirsiniz.
Metal galvanik dağlama
Galvanik aşındırma yöntemi, zararlı dumanlar üreten asitlerin kullanılmasını gerektirmediği için sıvı aşındırma yöntemiyle olumlu bir şekilde karşılaştırılır. İş parçası malzemesine bağlı olarak farklı elektrolitik solüsyonlar kullanılır:
- Çelik ve demir - amonyak ve demir sülfat
- Bakır ve alaşımları (bronz, pirinç) - bakır sülfat
- Çinko - çinko sülfat.
Prosedürü evde gerçekleştirmek için ihtiyacınız olacak:
- İletken olmayan malzemeden yapılmış galvanik banyo.
- 5 volt DC için güç kaynağı.
- Metal katot (iş parçasıyla aynı metalden.)
- İş parçası ve katot için tel askılar. İş parçası küvetin duvarlarına veya tabanına değmemelidir.
- Küvetten daha uzun iki iletken çubuk.
Güç kaynağının negatif terminaline bir çubuk bağlanır ve üzerine katot asılır.
Diğer çubuk artı kutba bağlanır ve üzerine anot görevi görecek bir ürün asılır.
Voltaj uygulandığında, metalin üründen katoda elektrolitik transferi süreci başlar. Koruyucu cila ile kaplanmamış yüzey alanlarından oluşacaktır.
Sanatsal metal gravürü
Metalin sanatsal dağlanması hem galvanik hem de sıvı yöntemlerle gerçekleştirilir.
Halk zanaatlarının ustaları ve sadece ev ustaları, onun yardımıyla soğuk çelik ve ateşli silahlar, her türlü dövme ve döküm mutfak eşyaları üzerinde son derece sanatsal görüntüler alırlar. Yazarın av ve ev bıçaklarını yapan ustalar için gravür, dekorasyonun neredeyse vazgeçilmez bir unsuru haline geldi. Av sahneleri, Arapça, runik veya soyut geometrik süslemeler özellikle popülerdir. Birçok zanaatkar, metal aşındırmayı mavileştirme ile birleştirerek desene mavimsi, siyah veya sarımsı bir ton verir.
Görüntüleri aktarmak için, hem parçanın vernikle kaplanması yöntemi hem de kuşe kağıt kullanılır. Başka bir yöntem de kullanılır - parçanın bantla yapıştırılması. Desenin çizgileri sıcak bir iğne ile çizilir, ardından cımbızla kazınacak alanlardan yapışkan bant dikkatlice çıkarılır. Yapışkan kütlenin kalıntıları bir çözücü ile yıkanmalıdır.
Asitlemeden önce, parça iyice yağdan arındırılmalıdır.
Metal yüzey hazırlığı
Aşındırmadan önce yüzey hazırlanmalıdır. Bu şunları sağlayacaktır:
- Yüksek işlem hızı
- metalin düz bir tabaka halinde çıkarılması.
Yüzey işlemi sırasında, tüm mekanik ve kimyasal kirleticiler yüzeyden uzaklaştırılır. Bunun için ılık sabunlu bir solüsyon kullanılır, herhangi bir deterjan uygundur. Yüzey kuruduktan sonra solvent veya yağ gidericiye batırılmış bir bezle silinmelidir. Bu, artık sıvı ve yağ filmlerini giderecektir.
Kimyasal işleme, mekanik ile iyi bir şekilde birleştirilmiştir:
- ayna parlatma
- zımparalama Parlatmanın mümkün olmadığı durumlarda kullanılır. Derinin sürekli aynı yönde hareket etmesi ve izlerinin kesinlikle paralel olması sağlanmalıdır.
İşleme, aşındırma işleminden sonra ürünün görünümünü önemli ölçüde iyileştirecektir.
çizim
Bu işlem için birkaç yöntem vardır. Hepsi ortak bir ilke ile birleştirilir: yüzeyin bir kısmının mordanın aşındırıcı etkisinden korunması ve deseni uygulamak için kullanılan madde arasında ayrım yapılması.
Tırnak cilası
Popüler ve uygun fiyatlı yol. Bazı dezavantajları vardır:
- Verniğin yüksek viskozitesi, ince detayların ve ince çizgilerin çizilmesini imkansız kılar.
- Sabit bir el ve çizim becerisi gerektirir.
- Hatalı uygulanan detayları düzeltmek çok zordur.
Astar veya bitümlü vernik
Astar GF 021, XV 062 veya bitümlü vernik kullanılır. İlk olarak, dağlanmış ürünün tamamı madde ile kaplanır. Daha sonra ince bir kalem veya işaretleyici ile çizimin konturları aktarılır. İnce bir telden veya yumuşak alaşımlı bir çubuktan, telin ucu keskinleştirilerek iğne yapılmalıdır.
Görüntünün kazınması gereken alanları metale çizilir. Astarın soyulmamasına dikkat edilmelidir.
parlak kağıt
Parlak kağıda ek olarak (sanat malzemeleri mağazalarından satın alabilir veya bir dergiden bir sayfa kesebilirsiniz), bir lazer yazıcıya, bir görüntüleme uygulamasına ve bir ütüye ihtiyacınız olacaktır. Resmin görüntüsü yansıtılmalı ve tam boyutta basılmalıdır. Görüntü yüzeye uygulanır ve birkaç kez ütülenir. İş parçası soğuduktan sonra kağıt ılık suyla yıkanır ve parçanın yüzeyinde toner kalır. Aşındırmaya tabi olmayan arka ve yan yüzeyler vernik veya hamuru ile korunmalıdır.
Yöntemin ana avantajı, görüntünün en küçük ayrıntılarını doğru bir şekilde aktarabilmenizdir.
Ana dezavantaj, bu şekilde yalnızca düz veya silindirik iş parçalarıyla çalışabilmenizdir. Yöntem, baskılı devre kartlarının üretiminde çok popülerdir.
Çelik Asitleme
Çelik yüzeylerde mükemmel görüntüler elde etmeyi sağlayan sanatsal metal dağlamanın yanı sıra, tufal ve oksit filmlerini çıkarmak için çelik dağlama da kullanılır. Bu durumda, asitleme çözeltilerinin konsantrasyonu ve parçanın turşu veya elektrolit banyosundaki maruz kalma süresi ile ilgili her şeyde teknolojik sürecin gerekliliklerine dikkatle uyulması gerekir. Böyle bir operasyon sırasında overetching son derece istenmeyen bir durumdur.
Çelik asitlenirken hem sıvı hem de elektrokimyasal yöntemler kullanılır. Asitleme, hidroklorik veya sülfürik gibi güçlü asitler bazında hazırlanır. Yüzeyin tamamen yağdan arındırılmasına özellikle dikkat edilmelidir. Kaçırılan bir yağ veya gres lekesi, iş parçasını kullanılmaz hale getirebilir. İş parçasının aşındırmaya tabi olmayan kısımlarını korumak için reçine, terebentin ve katran bazlı vernikler kullanıyorum.
Bu bileşenler oldukça yanıcıdır, bu nedenle vernikle çalışırken özellikle dikkatli ve dikkatli olmalısınız. Aşındırma işleminin sonunda, iş parçasının dağlanmamış kısımları bir solvent ile koruyucu vernikten temizlenir.
Çelik için kullanılan dekapajlar
Nitrik asit, ev ustaları - turşucular arasında çok popülerdir. Turşu için tek baz olarak kullanılır ve tartar veya tuz ile karıştırılır. Nitrik ve hidroklorik asit karışımına dayalı bir metal dekapaj solüsyonu çok reaktiftir ve çok dikkatli kullanılmalıdır.
Sert ve özel çelik kalitelerinin işlenmesi için nitrik ve asetik asit karışımları kullanılır. İşleme iki aşamada gerçekleştirilir. İlk olarak, özel bir ön pansuman hazırlanır - su, nitrik asit ve etil alkol karışımı olan glifojen. İçinde parça birkaç dakika tutulur. Daha sonra iş parçası damıtılmış su içinde bir etil alkol çözeltisi ile yıkanır ve iyice kurutulur. Bundan sonra, ana dağlama gerçekleştirilir.
Orta konsantrasyonlarda sülfürik asit çözeltileri, dökme demirlerin asitlenmesi için kullanılır.
Demir dışı metallerin dekapajı
Atom ağırlıklarına ve onun tarafından belirlenen maddenin fizikokimyasal özelliklerine göre, her metal ve alaşım için onu en iyi etkileyen kendi mordanını seçerler.
Hem saf bakır hem de bakır alaşımları sülfürik, hidroklorik, fosforik ve nitrik asit kullanılarak asitlenir. Reaksiyon hızını artırmak için çözeltilere krom veya nitrojen bileşikleri eklenir. Aşındırmanın ilk aşamasında, iş parçasından tufal ve oksit filmi çıkarılır, ardından metalin asıl dağlanması işlemine geçilir. Evde bakır dekapajı yapılırken dikkatli olunmalıdır.
Alüminyum ve buna dayalı alaşımlar, aşındırma için asidik değil, alkali çözeltilerin kullanılmasıyla diğer metallerden ayrılır. Molibden için kostik soda ve hidrojen peroksit bazlı alkali çözeltiler de kullanılır.
Titanyum daha da ayrı durur - ön asitlemenin ilk aşamasında alkali kullanılır ve ana aşamada asit zaten kullanılır. Titanyum için en güçlü asitleri kullanıyorum - hidroflorik ve konsantre sülfürik ve nitrik. Titanyum boşlukları, elektrokaplamadan hemen önce oksitlerin yüzey tabakasını çıkarmak için asitlenir.
Nikel veya tungsten gibi metalleri temizlemek için sulu bir hidrojen peroksit ve formik asit çözeltisi kullanılır.
PCB aşındırma
Baskılı devre kartı için boşluk, bir veya her iki tarafı bir bakır folyo tabakası ile kaplanmış bir textolite levhadır. Baskı devre kartlarının aşındırılmasındaki amaç, tam olarak çizime göre iletken bakır folyo izleri oluşturmaktır. İzler koruyucu bir vernikle kaplanır, folyonun geri kalanı aşındırılarak çıkarılır.
Evde birkaç yöntem kullanır:
- Demir klorür. Reaktif, bir kimyasal tedarik mağazasından satın alınır veya bağımsız olarak yapılır. Demir talaşları hidroklorik asit içinde çözülmelidir. Kullanmadan önce solüsyon demir tamamen eriyene kadar bekletilmeli ve iyice karıştırılmalıdır.
- Nitrik asit.
- Hidrojen peroksit tabletleri ile karıştırılmış sulu bir sülfürik asit çözeltisi.
- Sıcak su ve sodyum klorür ilavesiyle bakır sülfat. Bu seçenek en güvenli ama aynı zamanda en uzun olanıdır. Tüm süreç boyunca turşunun sıcaklığı en az 40 ° C'de tutulmalıdır, aksi takdirde asitleme saatlerce sürer.
- elektrolitik yöntem. Bir dielektrik kap almalı (fotoğraf geliştirmek için küvetler çok uygundur), onu bir sodyum klorür çözeltisiyle doldurmalı, oraya bir tahta ve katot görevi görecek bir parça bakır folyo yerleştirmelisiniz.
Sıvı bir yöntemle aşındırma işleminden sonra, kalan asidi söndürmek için tahta bir soda çözeltisi ile iyice durulanmalıdır.
Diğer malzemeler için dekapaj işlemi
Metallerin yanı sıra diğer malzemeler de aşındırma işlemlerine tabi tutulur. Cam aşındırma, dekoratif amaçlar için en yaygın olanıdır. Aşındırma, camı çözebilen tek hidroflorik asit buharında gerçekleştirilir. Hazırlık aşamalarında, ürün yüzeyinin ön asit cilası yapılır, ardından gelecekteki görüntünün konturu ona aktarılır. Cam için koruyucu kaplamalar, mum, rosin ve parafin karışımından yapılır. Koruyucu bir kaplama uygulandıktan sonra, iş parçası bir dekapaj kabına daldırılır.
Hidroflorik asit kullanımı yüzeyde güzel bir mat yapı oluşturur. Pürüzsüz, şeffaf bir yüzey elde etmek için dekapaj karışımına konsantre sülfürik asit eklenir. Bir rahatlama, derin bir desen elde etmek için işlem tekrarlanır.
Asitleme Güvenliği
Metal dağlamada, son derece kimyasal olarak aktif maddeler kullanılır - güçlü asitler, alkaliler ve bunların çözeltileri. Yanlış kullanılırsa, ciddi bedensel zararlara ve önemli maddi hasara neden olabilirler.
Bu nedenle, onlarla çalışırken özel önlemler alınmalı ve çalışma sırasında güvenlik kurallarına kesinlikle uyulmalıdır:
- Çalışma, yalnızca iyi havalandırma varlığında, tercihen çeker ocakta gerçekleştirilir.
- Kişisel koruyucu ekipmanların kullanılması zorunludur: lastik eldiven ve önlük, kalın endüstriyel giysi, solunum cihazı, koruyucu yüz siperi.
- Asit ve alkali içeren kavanozları yüksek raf ve dolaplara koymayınız.
- Asitlerin seyreltilmesi sırasında, ASİT SU'ya dökülür ve asla - su aside dökülür.
- Bir asitle çalışırken, elinizde bir soda çözeltisi bulundurun ve bir alkali ile çalışırken, cildin kazara çözelti damlayan bölgelerini yıkamak için zayıf bir asetik çözelti bulundurun.
- Galvanik yöntemle çalışırken, çalışmaya başlamadan önce, kullanılan tüm elektrikli ekipmanı mekanik hasar ve yalıtımın bütünlüğü açısından dikkatlice inceleyin.
- Elinizin altında uygun bir yangın söndürücü bulundurun.
Asitleme solüsyonu ile cilt teması halinde, etkilenen bölgeyi hemen uygun bir nötralize edici solüsyonla yıkayın. Giysilere asit veya alkali sıçrarsa hemen çıkarılmalıdır.
Asitleme solüsyonu mukoza zarlarına bulaşırsa, derhal tıbbi yardım almalısınız. Bu gibi durumlarda gecikme sağlığa ve hatta hayata mal olabilir.